《包装机械设计》(2)
(二)电阻焊三片罐的制造技术及设备
1.电阻焊三片罐
电阻焊亦称接触焊,是利用强大的电流通过金属件的连接处所产生的电阻热,使焊点呈熔化状态,并施加一定压力,实现焊接。电阻焊三片罐罐身的纵向接缝是由电阻焊连接的。电阻焊三片罐将逐步取代锡焊罐,因为电阻焊三片罐具有如下优点:
(1)避免了铅、锡等对所装物品的污染和对人体的危害。
(2)焊缝密封性好,焊缝强度能达到与基材相同的强度。
(3)焊缝重叠宽度小(0.2~3mm),节省原材料,比锡焊罐节约材料4%以上。焊缝窄小,印刷面积增大,外形美观。焊缝厚度小,仅为原板材厚度的1.2倍,便于罐的翻边、缩颈、封口和压筋,提高了相关模具的寿命和产品质量。
(4)生产率和自动化程度高。焊接速度快,最高可达750罐/min,焊接长度最快可达85m/min。
(5)节约能源,简化焊接工艺与设备。一台自动电阻焊机,即可取代锡焊罐生产线的切角切缺、成圆、踏平、锡焊等工序和设备,完成罐身的焊接工作。其设备占地小,耗电少,易操作且卫生,改善了劳动条件。
2.电阻焊三片罐加工工艺及设备
电阻焊制罐与锡焊制罐一样,也包括罐身制造、罐盖制造、罐身与罐盖封接成空罐三个工序。两种制罐方法在罐盖、罐身与罐盖卷边封口形成空罐的加工制造方法及设备上完全相同。它们的区别仅在于罐身制造工艺,故这里只介绍其罐身制造工艺。
电阻焊三片罐的罐身制作工艺过程为:罐材坯料裁切→板坯进料→双片检测与排除→弯曲→成圆→电阻焊接缝→补涂涂料→烘干→翻边。
全自动电阻焊制造罐身过程:将罐身板坯料放于全自动罐身成型-电阻焊接机的板坯库膛内,由真空吸料装置逐张送往进料辊。若吸取的为两张粘接在一起的板片,则经检测器测出后将其排除进入集料箱中。单片板坯通过进料辊送往挠曲辊进行弯曲处理,然后进入三辊成型装置卷成圆筒形罐身。罐身在运行中挂在T形杆上,由传送链上的推板将罐身推送到焊接轮前继续推进,罐身在受推进过程中经过三段轨道Z形杆,靠Z形杆两边的导向槽和校正器来保证焊缝的搭接,并保证焊缝与焊接轮间的准确位置,罐身通过焊接轮后被焊好。焊好的罐身还要进行焊缝涂敷、补涂涂料、干燥、翻边和其它加工(压筋、缩颈等),最后经封底或封盖成为合格的空罐。
3.电阻焊技术及设备
电阻焊缝机是制造罐身的关键设备。罐身电阻焊是以铜滚轮作电极,在铜滚轮上绕铜丝作中间电极,靠中间电极把焊接电流和焊接力传给罐身焊缝的。如图17-10所示,在进行罐身焊接时,电极电阻很小,罐身搭接缝电阻很大,它处于两个中间电极之间,通以低电压大电流,搭接缝处因电阻电流热效应而熔融,经电极滚轮施压而熔接成一体。从图中可以看出,电流的一个周波有两个焊点,为确保焊缝的密封性,各熔点之间应相互搭接,但不宜重叠过多,以防过热烧穿。罐身的两个搭接边的两面必须无污染物,以确保电阻均匀一致,否则影响熔焊质量。
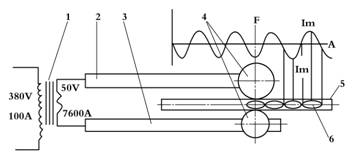
图17-10 电阻焊工作原理
1-变压器; 2-导电板;3-下台;4-铜焊滚轮; 5-熔焊罐; 6-焊缝;
罐身接缝熔焊时,其板料的镀锡层有可能受损,同时有可能沉积微量的铜,亦有可能出现其它原因引起的焊缝腐蚀问题。因此在焊后的罐身接缝上要涂敷保护层涂料。保护层涂料的涂布,由补涂机来完成。罐身内焊缝的补涂,可采用粉末静电喷涂或空气喷雾液体涂敷进行;外部焊缝可采用刷涂方法补涂。补涂后的罐身,要经烘干装置烘干后,才可进入下道工序。图17-11为罐身电阻焊机示意图。
(三)粘合三片罐的制造技术及设备
粘合三片罐是用无锡钢板代替马口铁板制造的三片罐。这种罐的罐身接缝处采用有机粘合剂(如尼龙粘合剂)粘合以代替焊合。这种罐在美国、日本等国家被广泛用于粉剂、啤酒、碳酸饮料等物品的包装,但在我国尚属于研究之中。
粘接三片罐的制造工艺有粘合剂压合法与粘合剂层合法两种。相应的机械设备也分为两大类。
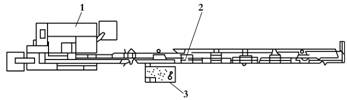
图17-11罐身电阻焊机示意图
1-焊接部分;2-焊缝补涂烘干系统; 3-控制台
生产粘合三片罐,只需将罐身接缝焊接设备及其工艺改成粘接设备及其工艺即可,其余工艺与设备与焊接三片罐相同。
1.粘合剂压合工艺
将镀铬薄板(无锡板)的罐身坯料接缝端涂上约5mm宽的尼龙系粘合剂,在罐身成圆时,将其粘合部重叠,加热到260℃,热后充分压紧,使其固化冷却到室温,即完成罐身接缝的粘合。这种工艺在制罐业称为粘合剂压合工艺。
2.粘合剂层合工艺
在镀铬薄板(无锡板)罐身料坯接缝的两端,把薄膜状的尼龙粘合剂加热压附在其上,即将接缝的内侧板端面包起来后,使之与外侧板端层压合,将罐身接缝粘起来的工艺,称层合工艺。
两种粘合工艺所用设备有涂胶装置、压合装置、加热装置和冷却固化装置等。
图17-12为两种粘合法制得的罐身接缝剖面图。
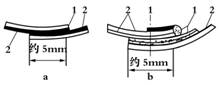
a-压合法 b-层合法
图17-12 粘合三片罐接缝剖面图
1-粘合剂; 2-涂膜

