《包装机械设计》(1)
第十七章 金属包装容器的成型加工机械
金属包装容器指用金属薄板材料制成的薄壁包装容器。金属包装容器种类很多,从造型和结构上分,主要有罐、筒、盒、桶、软管、箱等。
食品包装用金属罐是典型的金属包装容器,其结构形式主要有两片罐和三片罐两类。两片罐又有深冲拉拔两片罐(DRD)和变薄拉伸两片罐(DWI)两种;三片罐则有锡焊三片罐、电阻焊接三片罐和粘接三片罐三种。
金属桶及金属软管在食品、化工及日用品领域中的用量日益增多。另外,金属箔包装作为一种具有广泛前景的包装也得到人们的高度重视。为此,本章重点介绍三片罐、两片罐的成型加工机械。
第一节 金属罐包装容器成型机械
本节仅对罐头食品、饮料类包装的三片罐和两片罐的金属包装容器的制造技术与加工机械加以分析和介绍。
一、三片罐的制造技术及设备
三片罐是指由罐身、罐底和罐盖(顶盖)三片组成的金属罐。
(一)锡焊三片罐的制造技术及设备
锡焊三片罐按外形分有圆形罐、方形罐、梯(锥)形罐和马蹄形罐等。其中圆形罐应用最广、用量最大,下面以圆形罐为例介绍其制造技术及设备。
1.锡焊三片罐的制造流程
锡焊三片罐的加工制造分罐身、罐盖、罐身与罐盖组合三个工序。
罐身的加工工艺流程为:镀锡薄板剪切下料→弯曲→切角和切缺→端折→成圆→涂焊药→踏平→锡焊→焊处擦锡屑→冷却→翻边→罐身完成。
罐盖的加工工艺流程为:镀锡薄板剪切下料→涂油→冲盖→卷边→注胶→烘干→罐盖加工完成。
罐身与罐盖组合形成空罐的加工工艺流程为:罐身送入→加罐盖→二重卷边封口→空罐加工完成。
2.罐身加工机械
罐身加工有半自动与全自动两种方式。
(1)半自动制造圆罐身的专用设备
圆罐身半自动加工制造设备包括剪板机、切角切缺机、端折机、成圆机、踏平机、焊锡机和翻边机等。
剪板机是对罐身用的镀锡薄钢板进行裁切下料的机器。制罐中常采用的剪板机有闸刀式和圆刀式两种,其中圆刀式应用最广。圆刀式剪板机又称圆盘剪床,在上、下两根相反回转的刀轴上各安装有圆盘切刀和橡胶压轮,靠上、下两圆盘刀刀刃在接触平面相交割,构成连续的剪刀,板材通过其间就被剪切分开。
切角切缺机、端折机、踏平机,均采用小型曲柄压力机结构,配以相应的工模具来实现其工艺功能。切角切缺机用于在罐身料坯的两端角部位切斜角和缺口;端折机用于弯折罐身纵向咬合缝的弯钩;踏平机用于踏平并压紧罐身成圆后的纵向接缝钩合部,使之构成牢固连接的纵向接缝。
成圆机是将端折好并踏平的罐身坯料卷成圆筒形的机器。制作三片罐通常采用辊式成圆机,按三辊成圆法,使罐身板坯卷曲成理想的圆筒状。通过调整辊与辊的间距,便可改变罐身板坯的成圆曲率。
焊锡机是用铅锡焊料将接缝焊牢的机器。在踏平纵向咬口时,手工在接缝处涂上焊药,再用焊锡机进行锡焊。
(2)自动制造圆罐身的专用设备
圆罐罐身采用现代化的自动连续生产线加工制造时,通常使用自动双联圆刀剪板机、自动联合罐身制造机、自动翻边机等高效率的机器。
自动双联圆刀剪板机,由两台圆刀剪板机相互垂直配置而成。其中一台圆刀剪板机完成罐身坯料的长度裁切,另一台圆刀剪板机完成宽度裁切。每台剪板机上都有一对互为反向旋转的上、下刀轴,轴上安装有多对圆盘刀,且各自都有输送器和工作台。镀锡薄钢板在第一台圆刀剪板机工作台上由输送器沿侧向导板送进,经过圆盘刀之间而被剪切成长条,排出到第二台剪板机前的连接工作台上,由带推爪的链条输送器送到第二台剪板机上,经过上、下圆盘刀轴之间,接受再次剪切,可得到满足尺寸要求的罐身板坯料。
 ?
?
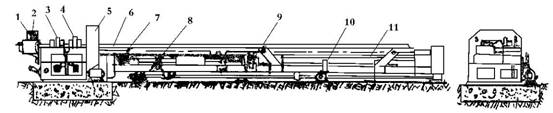
图17-1 罐身联合制造机示意图
1-送料器;2-弯曲器;3-切角切缺装置;4-端折装置;5-罐身成型机;6-导向轴
7-焊药涂敷装置;8-预热装置;9-焊锡机;10-擦锡装置;11-冷却段
自动联合罐身制造机可完成罐身板坯料的卷圆和将罐身纵向接缝用锡焊焊牢的工作。该自动联合机主要由罐身成型机和焊锡机组成。罐身成型机主要由罐身板坯料库、真空送料装置、弯曲处理装置、切角切缺装置、罐身板料输送器、端折装置、成型踏平装置和导向轴等组成。它能完成从罐身板坯放入料仓到完成压平咬合接口的罐身筒制造的多道工序。焊锡机由涂焊药、预热、焊锡、擦锡屑、冷却等装置组成,用于罐身咬口的锡焊和清整工作。图17-1所示即为罐身联合制造机,送料通常采用真空送料装置,把板坯从料库送出;弯曲处理采用轧辊装置,使板坯通过时弯曲,减小板的弹性和消除应力集中现象;切角切缺、端折均采用偏心曲柄机构驱动专用模具完成;成圆有的采用辊成圆法,有的采用双翼式抱合成圆法;锡焊各工序均采用自动焊接装置完成,罐身加工的工艺流程如图17-2所示。
 ?
?
图17-2 罐身加工工艺流程图
1-送料;2-弯曲处理;3-切角切缺;4-端折弯曲;5-成圆压接口;6-涂焊药及预热
7-焊锡;8-加热;9-擦屑;10-冷却
自动翻边机是利用模具对罐筒两端部施加圆周挤压力,使其形成外翻喇叭口的机器。翻边机如图17-3所示,翻边是为罐身与罐底进行二重卷边封口准备条件。罐身生产线上采用的回转式自动翻边机,常见的有四头式、六头式等多种机型。回转式翻边机主要由机座1、翻边驱动装置2、翻边模3、滑筒4、进罐轨道5、星形托罐轮6、操纵手柄7及传动装置8等组成。翻边时,罐身由进罐轨道5进入翻边机,逐个在星形托罐轮6的轮槽上定位。托罐轮6带着罐身与对应的翻边模3同步回转,回转中翻边模3在凸轮驱动下向罐身作推进和退离运动。两边的翻边模向罐身推进时,模具挤压罐身口端使其边缘向外翻,达到要求时,翻边模与罐身分离退回原位,已翻边罐身由托罐轮传送到下方,由出罐轨道排出。
 ?
?
图17-3 回转式翻边机
1-机座;2-驱动装置;3-翻边膜;4-滑筒;5-进罐轨道;6-星形托罐轮;7-操纵手柄;8-传动装置
3.制盖机
制盖时,首先将镀锡薄钢板用波形压力切板机裁切成波形边沿的板条,以便提高板材利用率,如图17-4所示。用波形板条在冲盖机上冲压成由加强圈、平面和斜面构成的盖坯,再用卷边滚压机构滚压其边沿,便成为有钩边的盖,如图17-5所示。在盖钩边中注涂密封胶,烘干后形成有弹性的膜,完成罐盖的制造加工。
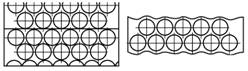
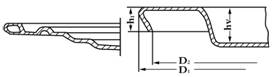
图17-4 罐盖用波形板条 图17-5灌盖结构
罐盖制造设备有半自动和全自动两种,全自动的罐盖制造设备主要包括波形压力切板机、自动冲盖机、罐盖卷边机、注胶机、烘干机等。
波形压力切板机又称涡形剪切机,属于双曲拐轴型压力机,专用于切取有波形边沿的板料。其滑动刀座上安装有波形切刀,相对应的固定刀座上安装着波形底刀。
自动冲盖机由料盘、自动进给装置、冲模废料排出辊、盖抛掷装置以及与此直接联接的罐盖卷边器组成。冲盖机构采用升降式双柱倾斜式(冲床)机构。冲盖机构的落料口设有保险装置,以防止两片盖同时落入卷边器。如果出现两片以上重叠输送情况,离合器则自动作用,冲压停止(卷边器的排出口,也设有同样的保险装置)。有的冲盖机上为防止盖的表面出现纹,还设有高频加热装置,对冲压前的坯料进行加热。
由冲盖机冲出的罐盖,其边沿与盖平面垂直,不利于后工序的卷封。为改善卷边封口条件,防止注胶时胶液外溢,需对盖进行卷边,使罐盖周边向内呈50°左右的弯曲变形。圆罐罐盖卷边机有单轮和双轮卷边两种,分别与单模冲盖机或双模冲盖机配用。图17-6所示为双轮卷边机构,圆盘2外缘固定内卷边模3,座板5固定着外卷边模6。内卷边模与外卷边模间构成卷边滑槽7,占有180°或270°的弧长。滑槽7的宽度在盖进口端较宽,盖排出口处较窄,呈连续变化。圆盘2由电动机经减速后驱动作回转运动。卷边机安装于冲盖机之后,靠滑槽与冲盖机的罐盖排出滑道相衔接。冲盖机冲压出的盖自倾斜滑道落下,直接或经传送皮带加速后进入卷边机。罐盖进入卷边滑槽时,受回转圆盘的带动沿卷边滑槽作滚动行进,在行进中同时受到卷边模的挤压,罐盖边缘被迫向内弯曲。到出口端完成卷边而排出到盖收集器或经传送带输送走。
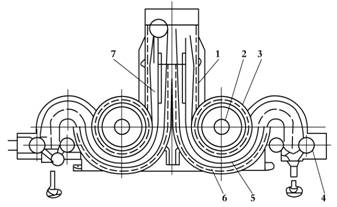
图17-6 双轮自动卷边机构
1-灌盖;2-圆盘;3-内卷边模;4-盖收集器;5-座板;6-外卷边模;7-滑槽
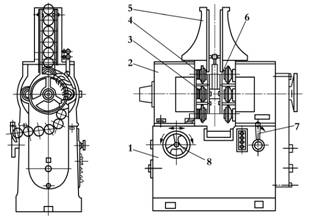
罐盖注胶机是往盖的卷边部分注入密封胶的设备。它能按注胶宽度和压力进行注胶,以保证罐盖与罐身连接处的密封性。圆罐盖注胶机有单头和四头,它们分别有一个注胶嘴和四个注胶嘴,其中四头注胶机是有注胶和烘干功能的联合机。图17-7所示为四头注胶机,它主要由罐盖供送装置、注胶机构、烘干箱、机座、传动机构、控制机构等组成。
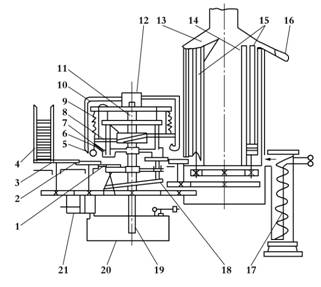
图17-7 四头注胶机简图
1-下压头;2、3-星形轮;4-盖膛;5-注胶嘴;6-针阀;7-上压头;8-顶杆; 9-圆柱凸轮;10-胶液管;
11-分配轴; 12-分配箱; 13-烘干箱; 14-导柱;15-螺杆; 16-盖排出槽;17-加热器;
18-控制盘;19-输胶管;20-贮胶箱;21-气压泵
四头注胶机工作时,罐盖放于盖膛4中,星形轮2、3将其送到注胶装置的下压头1上,注胶装置有四套注胶嘴和上、下压头。注胶嘴上的针阀6由固定凸轮9控制而实现开闭。压气泵21把压缩空气送入贮胶箱20,密封胶从输胶管19送到分配箱12及注胶嘴5。注胶时下压头1上升,罐盖被压在上、下压头之间,由上压头7带动回转,注胶嘴5开启针阀注胶。在注胶过程中,罐盖转两周,以防止漏涂。注完胶的罐盖,由星形轮拨出,进入烘干箱烘干。
注胶后的罐盖通过传送机构送入烘干箱加热烘干,冷却固化后输送至下一工序。图17-8所示为双道式烘干箱的结构,传送机构将罐盖(罐)吸附在有磁性的不锈钢带上,经热风烘干后再送入上部的冷却通道进行冷却,即完成整个烘干过程。烘干过程中,罐盖(或罐)口朝下,热风从外侧以高速流向内侧,实现有效的热传递。烘干固化时间约3~5s。由于输送带有磁性,故盖或罐不会倾倒,也不会出现无序现象。
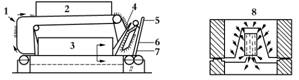
图17-8双道式烘干机(烘干箱)原理图
1-冷却空载输送机; 2-冷却道; 3-加热道; 4-取出传送机;5-插挂链;6-主传送机
7-双带传送机;8-盖或罐在箱内运行
4.罐身与罐盖密封结合机械
罐身与罐盖制好后,需要将两者结合成罐容器。一般采用二重卷边封口方式将两者结合起来,使其密封。封罐机有单头和多头两种类型。
封罐机主要由自动送罐装置、自动送盖和加盖装置、卷边封罐装置等组成。卷边封罐装置是封罐机的核心装置,封罐机的具体结构可参考有关包装机械的专业手册。
封罐机工作时,罐身加上罐盖后被送到封罐机的下压头上定位,下压头由凸轮驱动升起,与上压头一起将罐身罐盖夹住,随后卷封机头对罐身罐盖实施双重卷边封口。卷封机头上安装有两道(每道两个卷封滚轮)共四个卷封滚轮,第一道的两个卷封滚轮先进行头道卷边,然后第二道卷边工作滚轮完成卷封作业。图17-9为二重卷边封口作业示意图。完成卷边封口之后,下压头下降,空罐由排出装置排出。在进行卷边封口时,卷封滚轮相对罐体作旋转运动,同时,还向罐体中心作径向进给运动。其运动由专门机构实现。
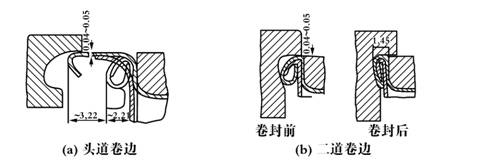
图17-9 二重卷边封口作业示意图
封罐机同样可以用于装满物料后的罐的封盖。用卷边封口轨道卷封的封罐设备现已开始应用,这种轨道式封口的寿命长,工作效率更高。

