钢桶缝焊质量问题及改进措施
杨文亮
1.影响钢桶缝焊质量的因素有哪些?
影响钢桶缝焊质量的因素很多,一般可归纳为设计、工艺和操作。当搭接设计不合理,开敞性差,搭边不易贴合多工件材料不适宜:搭边及其他尺寸选择不当时,均会使焊接工艺复杂化,不易达到质量标准的要求。另外,工艺参数选择不当,焊轮等不合要求,设备工作不正常,钢板表面质量差等1,都直接影响焊接的最终质量。当然,设备的使用是否合理,同样会对接头质量有影响。图1列出了对缝焊质量影响较大的。几个因素及相互之间的关系。
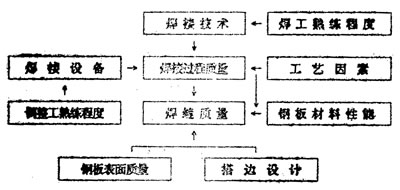
图1 影响焊缝质量的因素
2、钢桶常见焊缝外部缺陷有哪些?缺陷产生的原因是什么?应该怎样改进?
一般要求钢桶焊缝外表面平滑,没有裂纹,不粘附电极金属,无深压坑、飞溅、边缘裂或焊点烧穿等缺陷。钢板间间隙,一般以不渗漏为原则。表面压坑深度一般不超过原材料厚度的10%。
缝焊时,因规范选择不当(如通电时问过长,电流太大,电极压力不足,焊速太快等),冷却不良,-焊轮尺寸:和形状不合规定,钢桶搭边清理不净等,形成焊点表面压坑过深、局部烧伤或表面裂纹等缺陷。常见钢桶缝焊外部缺陷产生原因和改进措施列予表1。,
表1 钢桶缝焊常见外部缺陷及其产生原因
| 序号 |
缺陷 |
产生原因 |
改进措施 |
| 1 |
焊缝表面压痕形状及波纹度不均匀 |
焊轮工作表面形状不正确或磨损不均匀;
焊接时,桶身与焊轮倾斜;
焊速过快 |
修整焊轮;
检查机头刚度,调正;
调整焊速 |
| 2 |
焊缝压坑过深及表面过热 |
通电时间过长;
电极压力不足;
电流过大 |
调整规范;
改变电极锥角角度;
改善冷却条件 |
| 3 |
表面局部烧穿或材料强烈外溢 |
桶边及焊轮表面不净污物多;
电极压力不足,或桶身与焊轮间未真正接触;
焊轮接触表面形状不正确;
缝焊焊速过快,焊轮过热 |
清理搭边及电极表面;
提高电极压力,更换磨损过度的电极焊轮;
修整电极;
改善冷却条件 |
| 4 |
焊缝表面裂纹 |
压力不足或冷却不足;
压力加的不及时或气压不足;
电流通电时间过长 |
调整规范;
检查气路,消除压力滞后原因;
改变规范,注意消除过热原因 |
| 5 |
焊缝表面发黑起皮 |
桶边或焊轮表面清理不良;
电极压力不足;
通电时间过长,电流过大 |
注意清理表面;
调整规范;
降低焊速,改变冷却条件 |
| 6 |
焊缝边缘压溃或开裂 |
搭过过小,电焊轮不对中;
电流过大,时间过长或焊轮压力过大;
大量焊后飞贱 |
注意焊轮安装及搭边定位;
调整规范;
改进搭边工艺 |
| 7 |
焊缝脱开 |
搭边不良,焊接时搭边有错位 |
注意搭边定位,调整搭边间隙 |
3、钢桶常见焊缝内部缺陷有哪些?缺陷产生的原因?怎样改进?
焊接时,因设备性能不稳定,规范参数选用不当,搭边表面清理不干净,或焊轮不合规定等原因,产生未焊透或焊缝,内。部裂纹、缩孔、结合线伸入,成分不均匀、核心偏移等缺陷。焊缝常见的内部缺陷及其形成的主要原因,列于表2,、供参考。
表2 焊缝约内部缺陷愿产生原因
| 序号 |
缺陷 |
产生原因 |
改进措施 |
| 1 |
未焊透,核心小 |
电流小,电极压力大;
电极工作表面直径大;
表面清理不良 |
调整规范;
修整电极焊轮;
清理搭边表面 |
| 2 |
裂纹与缩孔 |
通电时间过长,过热,晶粒边界熔化;
通电时间短,冷速过大,而有淬火裂纹;
电极压力不足,或压力加得不及时;
表面清理不良或大量飞溅 |
调整规范参数;
选用合适焊接状态;
检修焊轮加压的速度;
清理表面 |
| 3 |
核心内涡旋状成分不均匀 |
通电时间短,电流密度小;
电极压力过大 |
调整规范 |
| 4 |
结合线深入 |
搭边表面氧化膜清除不干净 |
注意氧化膜的清理,并防止再氧化 |
| 5 |
核心偏移 |
焊轮材料、端面尺寸或冷却条件不当 |
改变焊轮尺寸、材料和冷却条件 |
| 6 |
焊缝间有金属溢出 |
电流过大,电极压力不足;
焊接时桶身放置不平,有倾斜 |
调整规范;
改进工装设计 |
| 7 |
焊缝不气密 |
焊接规范不稳定;
上、下焊轮直径不差太大 |
调整设备与控制装置;
适当改变焊轮直径或散热条件 |
4、经缝焊后的桶身有哪些常见缺陷?产生的原因?应该如何改进?
桶身缝焊之后,当搭接不良,选用规范不当或机臂刚度差时,则可能出现桶身起皱、错位或变形等结构缺陷,严重时造成废品。其形成原因及改进措施,见表3。
表3 桶身焊接件约缺陷及产生原因
| 序号 |
缺陷 |
产生原因 |
改进措施 |
| 1 |
焊缝间钢板鼓起或超皱 |
点焊定位不良;
桶身搭边板间间隙过大;
桶身在工装夹具上位置不正确;
机臂刚度差 |
注意装配定位;
注意工序间板身规整;
改进夹具;
增强机臂刚度 |
| 2 |
搭边错位 |
没有定位点焊或定位焊不牢;
定位点距过大;
桶身未夹紧 |
调整定位焊规范;
改变定位点距;
调整夹具 |
| 3 |
焊缝翘曲变形 |
搭接不良或定位点距过大;
规范过软或冷却不良 |
改变点焊按位点距;
调整规范,改进冷却条件 |
5、钢桶桶身焊缝可否修复?一般有哪些修复方法?
焊缝内部和外部缺陷在一定范围内是允许修复的。修复焊缝的常用方法可参考表4。
表4 桶身焊缝缺陷的修复方法
| 序号 |
修复方法 |
应用范围 |
备注 |
| 1 |
用缝焊机再次补焊 |
未焊透,不气密,内部裂纹、飞溅、脆性接点等 |
可部分重复焊 |
| 2 |
用气焊补焊 |
未焊透,不气密,内部与外部裂纹,搭边开裂 |
可用外加垫片修补较大的裂纹 |
| 3 |
用砂轮机表面打光 |
外部飞溅,焊边凸缘,电极粘附,表面发黑 |
可将桶身缝焊翻边处打磨 |
| 4 |
用氧炔焰补焊 |
脆性焊边 |
防止翻边裂 |
| 5 |
碾压或局部加压校正 |
消除应力变形,碾薄焊边 |
焊边薄也利于卷边封口 |
| 6 |
用强力胶修补 |
不气密,外部裂纹 |
一般在卷边封口后进行修补,适应范围不大 |
| 7 |
用锡钎焊修补 |
未焊透,不气密,内部与外部裂纹,搭边开裂 |
- |

