粉末涂装比油漆涂装有啥优越性
探讨了在传统的钢桶液体油漆涂装线上,改造成粉末涂料生产线的工艺开发过程中,粉末涂层质量的控制要点。
通过进行粉末涂料与硅烷前处理工艺配套性验证,与液体涂料的串漆验证,重点针对粉末涂层与各层间的附着力、最终外观光泽度、机械性能、耐盐雾性、耐老化、与装配螺栓拧紧附着力等质量问题进行验证、分析调整和控制,优化至满足钢桶涂装质量要求,为企业推广应用粉末涂装工艺提供了参考。
引言
环境污染已成为世界性问题,中央环保部门及地方政府等陆续对涂装三废排放制定了各种严格的限制标准,粉末涂料以其利用率高达95%、无废水废渣废气(三废)排放等技术特点,具明显的环保和节能优势, 可极大地降低涂装成本。为此开展了粉末涂料在钢桶上的应用研究。
本文主要探讨在已建成投产的液体涂料生产线上进行喷粉改造的技术研究, 以及粉末涂料在开发过程及工艺调试过程的质量控制要点。
01、粉末涂装工艺的应用优势及局限性
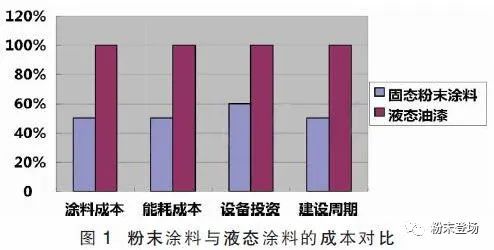
粉末涂料与传统的液体涂料,其在施工性、三废、投资,运行成本等方面的对比如下。
1.1 优势
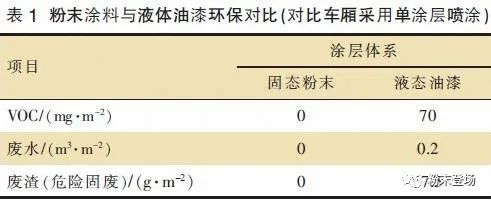
(1)环保:无溶剂,无废水,废气,废渣,减少火灾危险,降低操作者的健康威胁;
(2)资源有效利用:粉末涂料可95%回收利用,具有更高的生产效率;
(3)项目周期短:减少车间建筑面积,无土建成本;
(4)性能:耐候性及防腐性能优异(耐刮磨,遮盖能力强);
(5)制造成本:涂料消耗、综合能耗及设备投资均大幅度削减。
1.2 劣势
(1)换色时间较长,一般需要25min,易串色,杂色;
(2)金属粉闪烁效果无法达到液体涂料外观要求,粉末涂层机械性能与长期耐候性, 自然暴晒保色保光性能无法达到液体涂料标准;
(3)喷粉不适应高节拍生产线,喷涂设备运行速度过快易导致粉末飞溅,通常涂装设备速度可达2m/s;
(4)粉末涂料烘干温度较高,现多为160~180℃,烘干能耗增加。
结语
针对在成熟液体涂料生产线上进行粉末喷涂改造项目,总结经验如下:
(1)由原喷漆室改为喷粉室,喷粉室注意改造送排风,避免喷粉和喷漆产生互串;
(2)涂装工艺中要对粉末与前处理,表面附着力,粉末喷涂的全系列涂膜性能均需要充分验证,尤其是自然暴晒性能;
(3)生产现场质量控制要关注前处理表面能的变化,保持硅烷及清洗槽液工艺参数的稳定性,以及钢桶本身表面的洁净度。
通过以上试验验证,粉末涂装工艺能够满足钢桶产品的涂装质量要求,从投资和运行成本及环保发展趋势而言,都是钢桶生产值得推广的一种绿色涂装工艺。

