钢卷板及镀锌质量异议缺陷图谱详解(6)
文/京唐

外观类缺陷(续)
15、护板褶皱
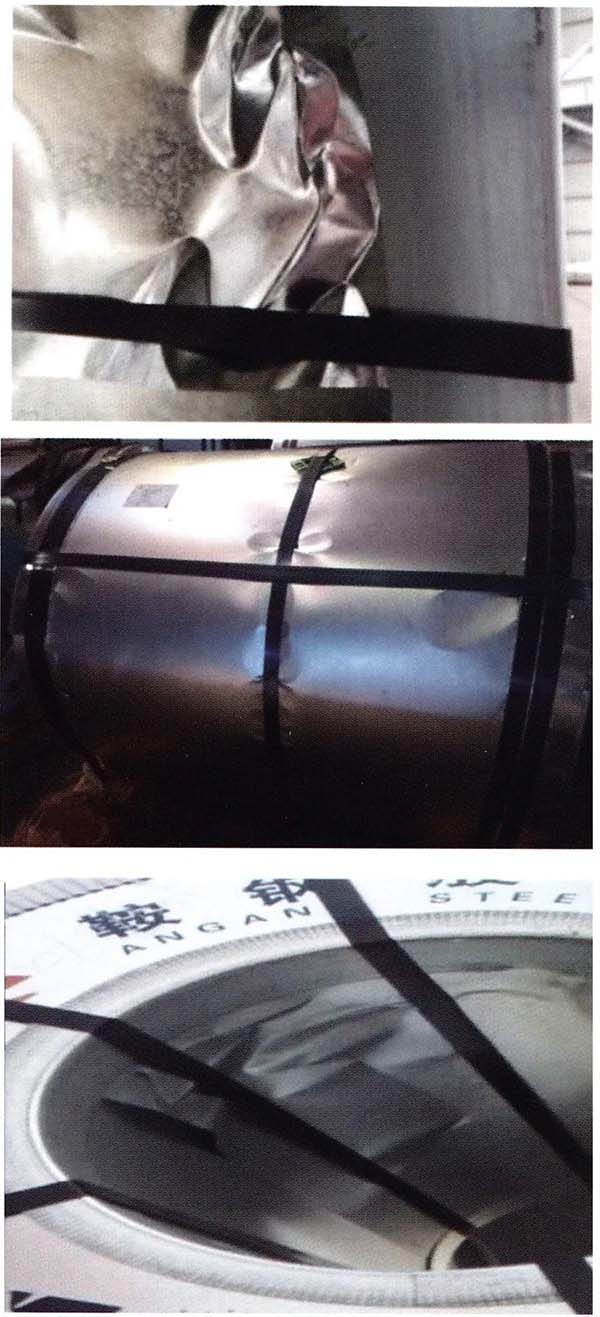
【定义与特征】
内、外护板未铺平整,包装打捆过程中起褶皱现象。
【产生原因】
①安装内外护板未铺平,导致打捆时造成褶皱;
②内外护板厚度过薄,内外护板宽度尺寸大于母料尺寸;
③塑料膜鼓胀打捆时造成褶皱。
【预防与纠正】
①作业人员安装护圈时检查护板是否铺平;
②按规程使用内、外护板厚度包装材料,护板宽度、厚度不合格不使用;
③塑料膜包装紧密,减少残留空气;④捆带压力合理调整。
【鉴别与判定】
肉眼检查。发现后重新更换护板。
16、捆带位置不正确

【定义与特征】
捆带未打在护圈接缝处,易造成运输和装卸过程中外包装破损或松卷。
【产生原因】
作业人员操作不认真,护圈接缝位置选择不当造成。
【预防与纠正】
作业人员根据卷重选择合适的护圈接缝位置,加大作业质量检查。
【鉴别与判定】
肉眼检查。发现后重新包装。
17、捆带松脱

【定义与特征】
捆带捆扎不紧,捆带松动,或沿周向随意滑动,导致捆带捆扎作用降低。
【产生原因】
①打捆机设备故障或维护不及时;
②打捆压力不足造成捆带松动。
【预防与纠正】
①打捆机按时进行维护,及时处理故障,发现捆带松时进行返修;
②适当增加打捆机压力。
【鉴别与判定】
肉眼检查。发现后重新包装。
18、草枕位置不规范

【定义与特征】
包装草枕两头上翘,边缘未与钢卷端面对齐,有里外窜现象,易造成运输过程中钢卷滚动,倾倒。
【产生原因】
①包装人员作业不规范,草枕未对齐,捆带未打紧;
②吊运作业不规范,歪拉斜拽;
③仓储二层叠放。
【预防与纠正】
①规范包装操作,草枕外端与钢卷端面距离-10mm~30mm, 捆带紧固;
②吊运入库垂直下落,避免与其他钢卷碰撞;
③仓储单层存放,禁止垛二层。
【鉴别与判定】
肉眼检查。发现后重新包装。
19、外护圈安装不严
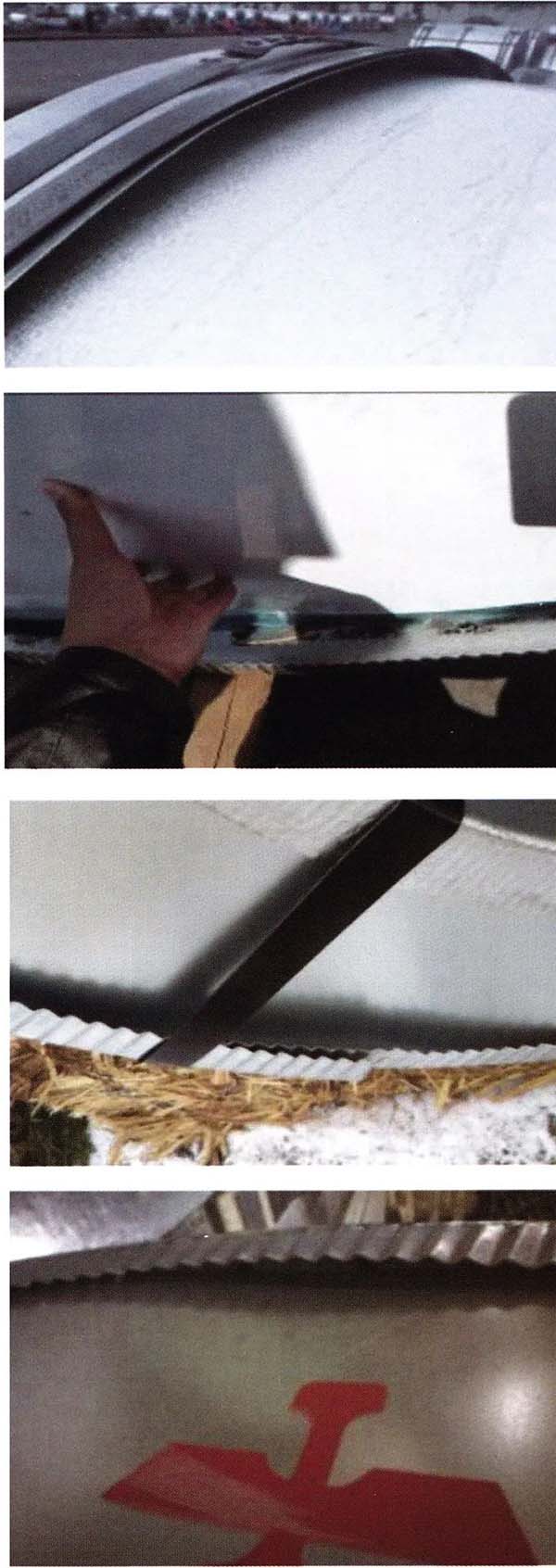
【定义与特征】
外护圈与端护板或外护板之间缝隙大或未靠紧的现象。
【产生原因】
①包装人员没有按要求安装外护圈或端护板;
②端护板或外护圈质量不合格。
【预防与纠正】
①作业人员标准化作业;
②加强包装材料的质量验收,使用合格的外护圈及端护板。
【鉴别与判定】
肉眼检查。发现后重新包装。
20、纸护角外露
【定义与特征】
纸护角或端护板放置不好,导致纸护角外露现象。
【产生原因】
包装过程中操作不认真,纸护角或端护板放置不好。
【预防与纠正】
对包装作业人员进行作业过程培训,同时对现场进行督导检查。
【鉴别与判定】
肉眼检查。发现后重新包装。
21、钝化辊印

【产生原因】
①钝化辊硌伤。
②钝化辊转速和线速度不匹配。
③喷嘴堵塞或者喷嘴流量过大。
【预防与纠正】
①换钝化挤干棍。
②为从动挤干辊增加动力。
③清洗喷嘴或减少喷淋量。
【鉴别与判定】
轻微手感,不超过五条。
22、镀前划伤
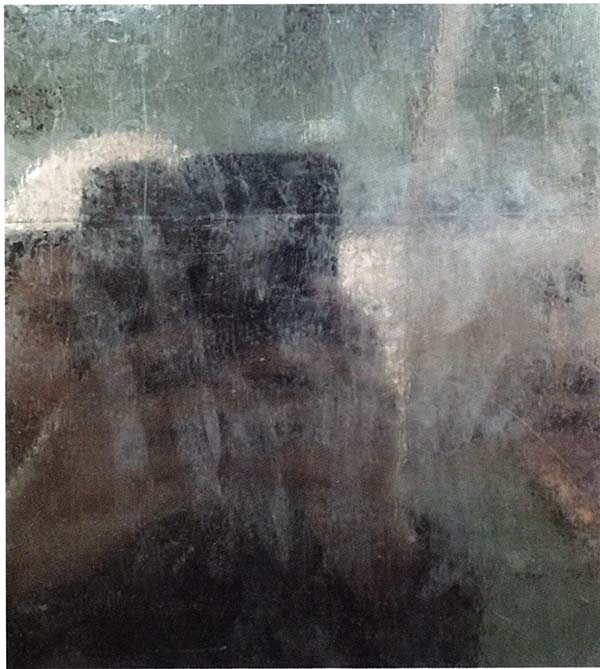
【产生原因】
①原料卷划伤。
②带钢上线后在进入锌锅之前产生的划伤。
【预防与纠正】
①加强原料卷的检查。
②是否为连续划伤或有规律划伤,若为有规律划伤根据规律距离找出划伤位置,若无规律从锌锅逆着往回找,直到找到划伤源为止,找到后及时处理,其中重点排查湿段刷滚。
【鉴别与判定】
①允许双面,轻微手感,不连续,板宽方向不超过5 条。
②明显可见的色泽和色差,手感明显。
(资料来源:京唐金属制品有限公司、欧冶知钢技术资料精选、首钢技术研究院、鞍钢集团钢铁研究院)

