钢卷板及镀锌质量异议缺陷图谱详解(3)
文/京唐

表面类缺陷(续)
16、光整辊印
【定义与特征】
钢带表面随机出现的呈串状周期分布的印痕称为“光整辊印”。
【产生原因】
光整工作辊辊面粘渣,产生光整辊印。
【预防与纠正】
①高压清洗必须投入使用,辊面有粘渣及色差时马上更换;
②运辊过程中,防止辊面受损伤,发现辊面受损伤的辊禁止上线;
③要求原料供应方保证原料表面清洁,减少钢带表面锌渣,当发现有大块锌渣时,要立即将光整工作辊抬起。起车时及生产过渡料时,禁止将光整投入。
【鉴别与判定】
肉眼检查。有时可能跟其它硌印混淆,按辊径和缺陷周期进行判断。按标准判定。
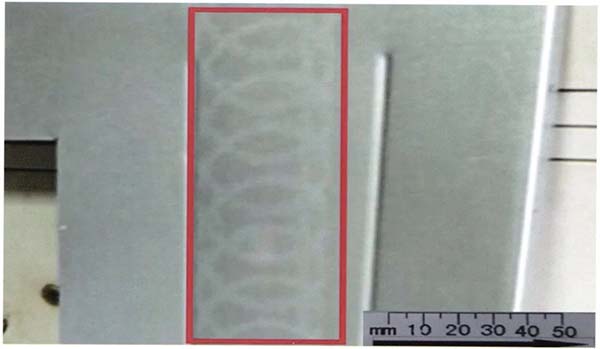
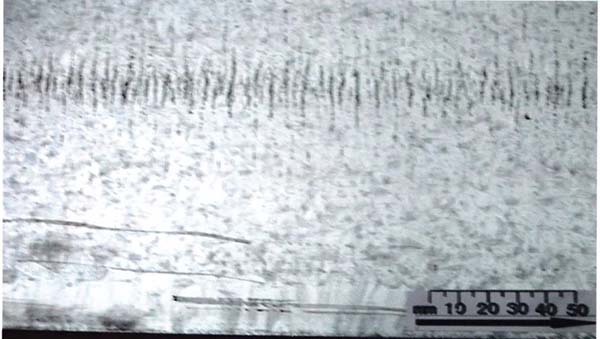
17、光整勒印
【定义与特征】
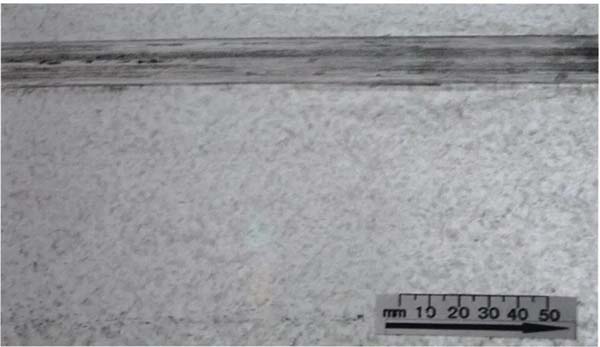
镀锌光整过程中产生的羽毛状的花纹称为“光整勒印"。分布在钢带的局部或整个钢带表面。
【产生原因】
辊缝形状变化,钢带受到斜向应力,产生勒印。
【预防与纠正】
①光整投入时,要适当增加出入口张力;
②当同一规格和批次的料出现连续的光整勒印时,应取样板测量同板差,如超出正常范围,应该卸料封闭;
③对光整的各个元件进行定期点检以及对轧制线定期标定与校正。
【鉴别与判定】
肉眼检查。不易与其它缺陷混淆。按标准判定。
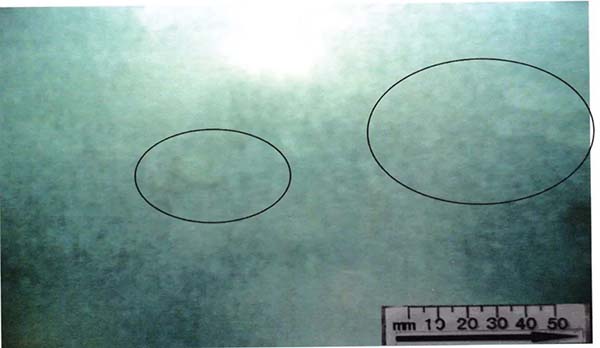
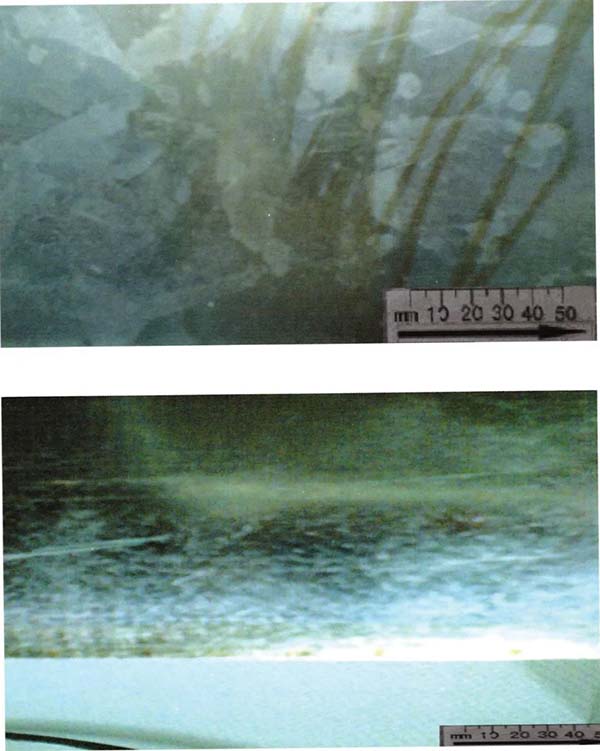
18、光整色差
【定义与特征】
“光整色差”是在钢带表面纵向有着明暗界限、具有—定宽度颜色差异的宽窄印,或圆圈状色差印。
【产生原因】
①光整工作辊表面粗糙度不—致或光整工作辊有宽窄印;
②高压清洗故障,喷嘴雾化不好,或不能正常投入或者是行程距离小于钢带宽度。
【预防与纠正】
①控制支持辊使用周期,对光整工作辊表面粗糙度严格按要求控制,并且保证粗糙度的均匀性;排产时,按宽度由宽到窄的顺序进行生产,有宽窄变化时提前进行换辊;
②保证高压清洗的正常投入,喷枪的行程距离根据钢带的宽度而设定;增加光整清洗的水流量,保证挤干辊的正常投入。
【鉴别与判定】
肉眼检查。有时可能与环保钝化液的色差混淆,通过颜色、形貌和缺陷产生位置判断。按标准判定。
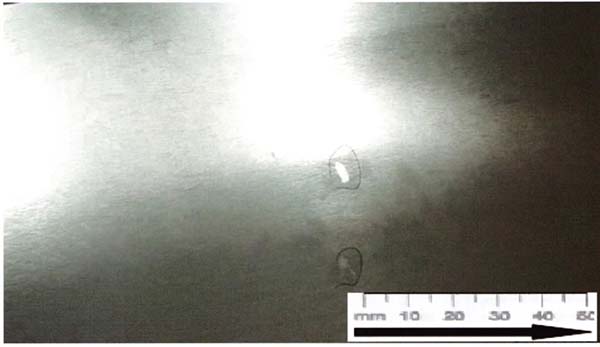
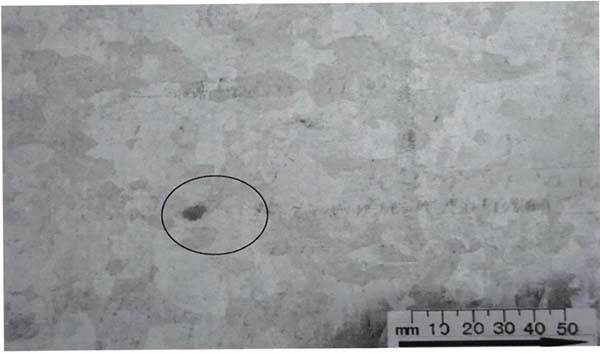
19、光整液斑迹
【定义与特征】
钢带表面出现的圆形或椭圆形灰白色斑迹称为“光整液斑迹”。多出现在上表面,分布在整个钢带表面,无周期性。
【产生原因】
①光整后清洗水流量低或无流量;
②光整后挤干辊挤干效果差,没有同钢带充分接触。
【预防与纠正】
①定期检查清洗水循环泵状态,保证流量均匀、稳定;
②制定光整挤干辊更换周期,定期检查棍面,保证挤干辊表面状态完好无破损;
③更换挤干辊后投入使用时,视挤后板面效果适当调整挤干辊压力。
【鉴别与判定】
肉眼检查。不易与其它缺陷混淆。按标准判定。
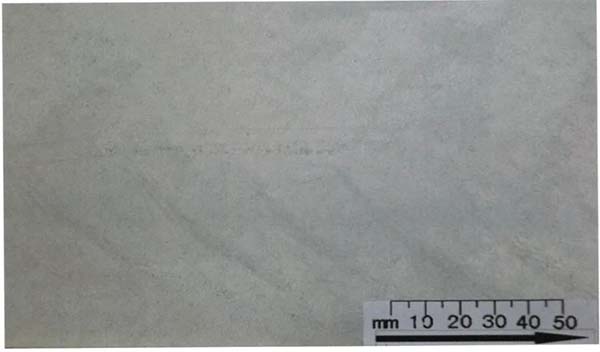
20、镀后划伤
【定义与特征】
因机械接触而造成镀层表面的一条或多条连续或断续的沿轧制方向的直线伤痕称为"镀后划伤"。依照明条件,该条痕或亮或暗于钢带表面。
【产生原因】
①镀后的工艺辊轴承研或润滑不够导致丢转或不转,与钢带产生相对运动;
②锌皮掉落在机组设备上,突出部分接触在钢带表面划伤钢带;
③机组镀后的胶辊在接触钢带时没有充分受力而同钢带产生速度差。
【预防与纠正】
①检查与钢板接触辊运转情况,定期解体检查并加油;
②每次生产起车后需对机组的锌皮进行检查,必要时停机清理;
③调整钢带的张力、胶辊的压力或更换胶辊,保证胶辊与钢带同速。
【鉴别与判定】
肉眼检查。与镀前划伤不同的是其划痕发亮,锌层受到破坏,划痕凹进钢带表面。按标准判定。
21、钝化缺陷
【定义与特征】
钢带表面棕色或白色的斑迹称为"钝化缺陷"。该缺陷在整个钢带宽度和长度上都可能出现,形貌为条状、块状或不规则的点状。分为以下两种情况:钝化斑:是钢带表面棕色的锈迹。该缺陷在整个钢带宽度和长度上都可能出现,形貌为条状、长形或不规则的点状。钝化边:是钢带两侧出现的长形规则色差。
【产生原因】
①钝化挤干辊或涂辊在运行过程中将钝化液甩溅到钢带表面,或钝化液掉落在接液槽内由接液槽飞溅起的液滴掉落在钢带上;
②涂辊破损,造成辊面积存钝化液;
③钢带的板形不良,影响挤干效果。
【预防与纠正】
①在接液槽周围安装简易挡板,防止钝化液向外甩溅,以及在不使用钝化设备时将棍子抽出;
②当发现涂辊辊面有破损时,立即进行换辊;
③调整拉矫参数,控制好板形,在板形不良或是拉矫没有投入时,禁止投入辊涂设备;如果拉矫设备正常投入,仍有轻微的板形不良,可以适当加大涂辊的推进距离。
【鉴别与判定】
肉眼检查。环保钝化液的钝化斑呈白色,与六价络钝化液的钝化斑的黄色不同。按标准判定。
22、表面脏物
【定义与特征】
钢带表面有尘、昆虫、油斑等外物卷入统称为”表面脏物”。
【产生原因】
生产线辊面上粘有异物,蚊虫被卷入机组棍系中或厂房及设备上的异物掉入机组运行的钢带上。
【预防与纠正】
在停车及雨天、风天、施工地点等异常条件下,操作工对生产线进行检查确认,排除可能出现的隐患。合理布局灭蚊灯,活套及地沟区域喷洒驱蚊剂。
【鉴别与判定】
肉眼检查。不易与其它缺陷混淆,一般可以擦拭掉。
23、黑斑
【产生原因】
①钢卷在运输过程中摩擦、碰撞后损伤表层金属镀层造成;
②钢卷卷取松动,钢板与钢板之间产生摩擦。
【预防与纠正】
①避免运输过程中的摩擦碰撞;
②保证钢带表面质量,控制锌流波痕及大的表面块状缺陷在摩擦过程中产生的黑斑;
③在线生产过程中保证钢卷卷紧卷齐,钢板之间无相对摩擦。
【鉴别与判定】
肉眼检查。不易与其它缺陷混淆。
(资料来源:京唐金属制品有限公司、欧冶知钢技术资料精选、首钢技术研究院、鞍钢集团钢铁研究院)

