水性钢桶专用漆的特点及发展
文/梁勇

江阴华理防腐涂料有限公司 梁勇
一、前言
近年来,随着大众环保意识增强和国家政策的强力推动下,涂料行业水性化趋势越发明朗。在包装钢桶行业,水性化的推广和普及全面展开,发生着翻天覆地的变化。
在这场改革的浪潮中,我司作为多年专业从事生产钢桶涂料的企业,深知自身所承担的社会责任,积极响应国家政策,聘请优秀工程师组成技术团队,引进先进的仪器设备,重科技创新,行环保责任,努力把华理水性钢桶专用漆打造成业界值得信赖的产品。
二、背景知识
1、包装钢桶的质量标准和使用内外环境
1)包装物的不同
2)客户验收的质量标准的不同
3)客户的使用场所以及使用条件的不同
4)运输方式的不同等因素
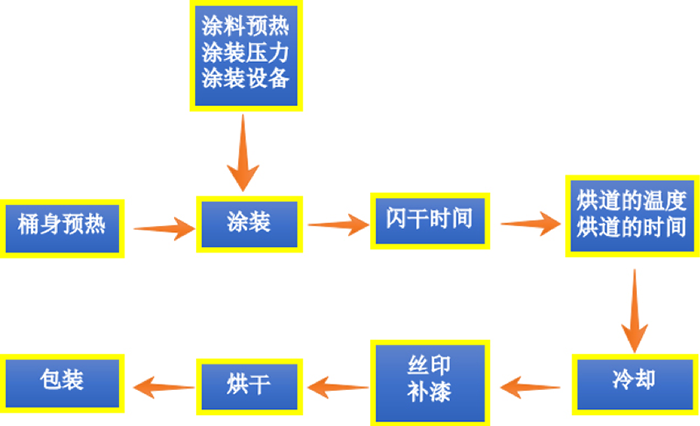
2、钢桶的涂装工艺
1)底材处理
| 序号 |
除油方法 |
优 点 |
缺 点 |
1 |
物理除油 |
工艺简单,易实现,成本低 |
除油不净 |
2 |
加热除油 |
工艺简单,除油效果好 |
成本高 |
3 |
水洗、磷化除油 |
工艺复杂,除油效果优异 |
成本高、有污染 |
4 |
水洗、硅烷处理 |
工艺复杂,除油效果优异,环保 |
成本高 |
2)钢桶的涂装工艺

三、水性漆的特点
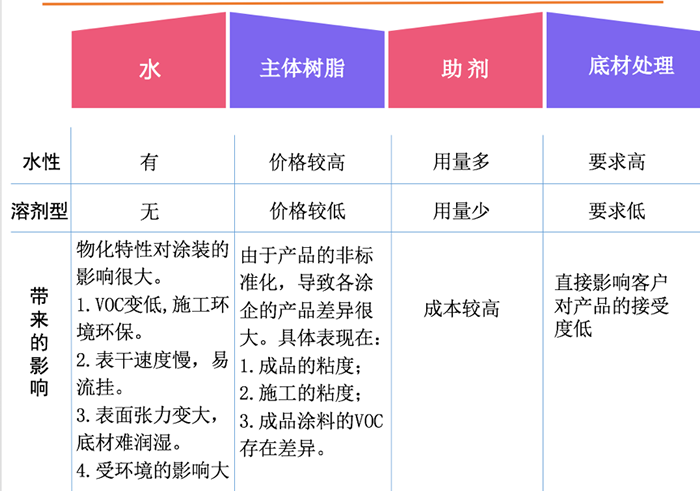
1、水性与溶剂型比较
2、钢桶保护涂料通用标准

3、三个体系的水性钢桶漆分别存在的特点
| 项目 |
HL-1各色水性钢桶专用涂料 |
HL-1B各色水性钢桶专用涂料 |
HL-2各色水性钢桶专用涂料 |
主体树脂 |
水溶性聚酯+氨基树脂。 |
水溶性丙烯酸树脂+氨基树脂 |
羟基丙烯酸分散体+氨基树脂 |
成膜的温度和时间 |
成膜的温度较高,时间较长。 |
成膜的温度较低,时间较短。 |
成膜的温度较低,时间较短。 |
对底材的要求 |
较高 |
一般 |
高 |
VOC |
中等 |
偏高 |
VOC ≤ 80g/L |
施工要求 |
较高 |
与溶剂型相近似。 |
较高 |
套色桶 |
OK |
OK |
没有生产线案例 |
成本 |
较低 |
较低 |
较高 |
四、水性与溶剂型相比性能差异
1、厚涂时的"爆泡"问题
2、水的挥发对漆膜的表面影响问题
3、成膜后的耐水性问题
4、水稀释峰造成的施工困扰
5、一些物化性能方面的差异
五、浅谈水性钢桶漆的发展
水性钢桶漆未来要解决的三大问题:
1、低VOC
2、其他物化性能的平衡
3、性价比的平衡

六、华理HL-3系列钢桶水性漆的发展
1、基本特点
| 产品组成 |
由乳液、水性氨基树脂、颜料、助溶剂、去离子水、助剂等组成。 |
产品特点 |
1. |
VOC含量小于80g/L。符合HJ 2537-2014《环境标志产品技术要求水性涂料》中相关产品的VOC要求; |
2. |
漆膜外观平整、颜色鲜艳、高光泽、良好的机械强度、耐候性强、耐化学腐蚀; |
3. |
由水稀释,是全新的绿色环保产品 |
适用范围 |
适用于钢桶表面装饰,安全环保。 |
2、技术指标
| 项 目 |
指 标 |
颜 色 |
各色 |
铅笔硬度 |
>2H |
光泽(60°光泽仪) |
>90 |
附着力级 |
0级 |
干燥时间(150-160℃烘烤) |
15-20min |
耐冲击 Kg×cm |
50 |
喷涂粘度 |
30~40秒 |
细 度 |
<20 um |
耐盐雾(5%NaCl中性盐雾) |
>200h |
3、施工方式
1)主漆可直接用自来水稀释至施工粘度(建议粘度为20-30秒,涂-4杯)
2)施工前应尽量保持金属表面清洁干燥;清洁空压机及管道保证喷枪的清洁,喷枪调制到合适的出漆量与出气量确保雾化均匀;
3)喷涂时注意喷涂均匀、不流挂、不厚边、不漏喷,
4)喷涂好后要自然流平3-5分钟,以免烘烤过急产生气泡、针孔、桔皮等弊病的产生;
5)烘烤时间:此产品需要在150-160℃烘烤15-20分钟左右成膜。

七、结束语
工业涂料的水性化将是必然的发展方向,而市场对高性能水性工业漆的需求是极为巨大的.作为工业漆水性化的从业人员来说,机遇与挑战同在,不管你在研发领域、市场推广领域还是应用领域,工业漆水性化的发展史上必定留下你努力过的足迹!

