我们的钢桶气密性试验方法都是错识的!
文/杨柳
国际UN标准的钢桶气密性试验方法演示,你的试验方法都是错误的!
(点击此处查看视频)
我说你的方法是错误的,你可能不相信,你会说:“我们多少年来一直都是这样做的,大家也都是这样做的!”你说的没错,大家一直都这样做的,就没有错吗?下面让我和你掰扯掰扯——在钢桶生产线上,我们全数检验的钢桶气密性试验方法,多数企业历来都是这样做的:

生产线上的气密检验
就是把钢桶用夹盘夹起来,向桶内送入压缩气体,然后在焊缝和卷边处涂沫皂液,看是否出气泡,有气泡出来,就说明是漏的,这种方法其实是不符合国际标准要求的,同时也不符合国家标准要求。
国家标准要求,在规定的气压下(Ⅰ级钢桶30kPa,Ⅱ级和Ⅲ级钢桶20kPa),应保持5分钟压力,这样观察钢桶是不是漏气才是正确的。但在生产线上这样的试验速度很难满足生产线速度的要求,因为目前国内多数钢桶生产线的生产速度都在8只/分钟左右,快点的可以达到12只/分钟以上,生产线上实际气密试验的钢桶,充气时间只有几秒钟,别说达到规定压力值了,能把钢桶内充满压缩空气都不一定,所以在试验时间上我们是不能保证的,只能是大概试验一下而已。这种传统的在线气密性试验,根本就保证不了钢桶的气密试验的质量。所以虽说是全数检验,但出厂的钢桶出现泄漏质量问题层出不穷。
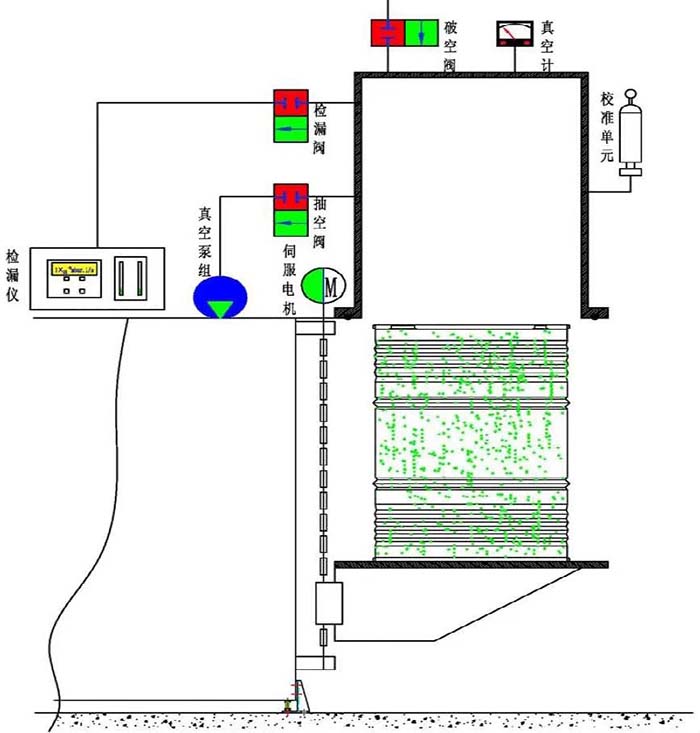
氦检漏设备原理图
现在一些较大的制桶企业虽然已经开始采用氦检漏设备进行试验,但是,这样同样是不符合国家标准要求,也不符合国际标准要求的。因为与国家标准试验相同的试验水平,在氦检漏试验中同样没有可比性。例如,要达到与国际标准的气密性试验方法相同效果的氦检漏设备,其标准漏孔应该是多大?保持时间是多长?到目前为止,我们没有看到这样的数据,即使有数据,也是各家不同,因为没有统一的标准。那么,氦检漏设备的检漏标准又是什么呢?你设置的标准漏孔大小又是根据什么标准设置的呢?它能与国际标准中规定的压力下保压5min的试验效果等同吗?我们需要科学的证据!
这里是否能建立一个标准的对应关系:
氦质谱检漏方法
|
标准气密性检漏方法
|
标准漏孔多大?充多少氦气?需要多长时间?
|
规定压力(Ⅰ级钢桶30kPa,Ⅱ级和Ⅲ级钢桶20kPa),应保持5分钟压力 |
有没有人能站出来回答一下这个问题? 所以,我们一直都是凭经验…………

