中华人民共和国国家标准
连续热镀锌薄钢板和钢带
GB 2518-88 代替 GB2518-81
本标准适用于公称厚度为0.25-2.5mm的冷轧连续热镀锌薄钢板和钢带(以下简称钢板和钢带)。
1 定义
钢板 以平板状供货。
钢带 以卷状供货。
2 分类与符号
2.1 钢板和钢带的分类与符合按表1的规定。
表 1
分 类 方 法 |
类 别 |
符 号 |
按加工性能 |
普通用途 |
PT |
机械咬合 |
JY |
深冲 |
SC |
超深冲耐时效 |
CS |
结构 |
JG |
按锌层重量 |
锌 |
001 |
001 |
100 |
100 |
200 |
200 |
275 |
275 |
350 |
350 |
450 |
450 |
600 |
600 |
锌铁合金 |
001 |
001 |
90 |
90 |
120 |
120 |
180 |
180 |
按表面结构 |
正常锌花 |
Z |
小锌花 |
X |
光整锌花 |
GZ |
锌铁合金 |
XT |
按表面质量 |
I组 |
I |
II组 |
II |
按尺寸精度 |
高级精度 |
A |
普通精度 |
B |
按表面处理 |
铬酸钝化 |
L |
涂油 |
Y |
铬酸钝化加涂油 |
LY |
2.2 标记举例:锌层重量275g/m2,性能JY、表面结构Z、表面处理Y、尺寸精度B、尺寸0.70mm×700mm×2000mmm的钢板,标记为:钢板275-JY-Z-Y-B-0.70×700×2000-GB2518-88
3 锌层重量
锌层重量按表2的规定。
表2 g/m2
镀层种类 |
符号 |
三点试验平均值
(双面),不小于 |
三点试验最低值 |
双面 |
单面 |
锌 |
001 |
- |
- |
- |
100 |
100 |
85 |
34 |
200 |
200 |
170 |
68 |
275 |
275 |
235 |
94 |
350 |
350 |
300 |
120 |
450 |
450 |
385 |
154 |
600 |
600 |
510 |
204 |
锌铁合金 |
001 |
- |
- |
- |
90 |
90 |
76 |
30 |
120 |
120 |
102 |
41 |
180 |
180 |
153 |
61 |
注:
①001号的锌层重量小于100g/m2,具体重量按双方协议。
②需方对锌层重量无具体要求时,除锌铁合金镀层按120g/m2供货外,其他均按275g/m2供货。
③经双方协议,可供应差厚镀层的钢板和钢带。
4 钢号及化学成分
钢号及化学成分由供方选择。需方有要求时,可提供化学成分;经供需双方协议,并在合同中注明,需方亦可指定钢号。
5 性能
钢板和钢带的性能按表3和表4的规定。
表3
加工
性能 |
锌 层 |
钢 基 |
锌层
符号 |
180°弯曲试验
d--弯心直径
a--试样厚度 |
抗拉强度
σb
N/mm2 |
屈服点
σs
N/mm2 |
伸长率δ
% |
杯突
试验 |
180°弯曲试验
d--弯心直径
a--试样厚度 |
PT
|
001
90
100
120
180
200
275
350 |
d=a |
- |
- |
- |
- |
d=a
|
450
600 |
d=2a |
JY |
001
90
100
120
180
200
275
350 |
d=0 |
270-500 |
- |
- |
- |
d=0 |
SC |
001
100
200
275 |
d=0 |
270-380 |
- |
≥30 |
见表4 |
- |
CS |
001
100
200
275 |
d=0 |
270-380 |
- |
≥30 |
见表4 |
- |
JG
|
001
90
100
120
180
200
275
350 |
d=a |
≥370
|
≥240
|
≥18
|
-
|
-
|
450
600 |
d=2a |
注:
①锌层弯曲,距试样边部5mm以外不允许出现锌层脱落,但允许表面出现不露钢基的裂纹。
②钢基冷弯,试样弯曲处不允许出现裂纹和分层。
③拉力试验,试样的标距Lo=80mm、宽度bo=20mm。
④JG镀锌钢板和钢带,其抗拉强度仅供参考,最小的抗拉强度可按双方协议。
⑤对于厚度大于2.0mm钢板和钢带,其杯突试验冲压深度可按双方协议。
⑥CS镀锌钢板和钢带经供方光整处理后,保证六个月内深冲加工时不产生滑移线。
⑦SC镀锌钢板和钢带经供方光整处理后,保证八天内深冲加工时不产生滑移线。
表4 mm
公 称 厚 度 |
杯突试验冲压深度,不小于 |
加 工 性 能 |
SC |
CS |
0.5 |
7.4 |
8.1 |
0.6 |
7.8 |
8.5 |
0.7 |
8.1 |
8.8 |
0.8 |
8.4 |
9.1 |
0.9 |
8.7 |
9.3 |
1.0 |
9.0 |
9.6 |
1.1 |
9.2 |
9.8 |
1.2 |
9.4 |
10.0 |
1.3 |
9.6 |
10.1 |
1.4 |
9.7 |
10.3 |
1.5 |
9.9 |
10.5 |
1.6 |
10.0 |
10.6 |
1.7 |
10.1 |
10.7 |
1.8 |
10.3 |
10.9 |
1.9 |
10.4 |
11.0 |
2.0 |
10.5 |
11.1 |
注:根据需方要求,供应表4公称厚度中间规格钢板和钢带时,其冲压深度按相邻小尺寸的规定。
6 尺寸及其允许偏差
6.1 钢板和钢带的公称尺寸按表5的规定。
表5 mm
名 称 |
公 称 尺 寸 |
厚 度 |
0.25-<0.50 |
0.50-2.5 |
宽 度 |
700-1500 |
长 度 |
钢 板 |
1000-6000 |
钢 带 |
卷内径450 |
卷内径610 |
注:需方有特殊要求时,按双方协议。
6.2 钢板和钢带的厚度允许偏差按表6的规定。
表6 mm
公称厚度 |
厚 度 允 许 偏 差 |
SC、CS |
PT、JY、JG |
高级精度A |
普通精度B |
普通精度B |
公 称 宽 度 |
≤1200 |
>1200
-1500 |
≤1200 |
>1200
-1500 |
≤1200 |
>1200
-1500 |
≤0.40 |
±0.04 |
- |
±0.05 |
- |
±0.07 |
- |
0.50 |
±0.05 |
±0.06 |
±0.06 |
±0.07 |
±0.08 |
±0.09 |
0.60 |
±0.05 |
±0.06 |
±0.06 |
±0.07 |
±0.08 |
±0.09 |
0.70 |
±0.06 |
±0.07 |
±0.07 |
±0.08 |
±0.09 |
±0.10 |
0.80 |
±0.06 |
±0.07 |
±0.07 |
±0.08 |
±0.09 |
±0.10 |
0.90 |
±0.07 |
±0.08 |
±0.08 |
±0.09 |
±0.10 |
±0.11 |
1.00 |
±0.07 |
±0.08 |
±0.08 |
±0.09 |
±0.10 |
±0.11 |
1.20 |
±0.08 |
±0.09 |
±0.09 |
±0.10 |
±0.11 |
±0.12 |
1.50 |
±0.09 |
±0.10 |
±0.11 |
±0.12 |
±0.13 |
±0.14 |
2.00 |
±0.10 |
±0.11 |
±0.13 |
±0.14 |
±0.15 |
±0.16 |
2.50 |
±0.12 |
±0.13 |
±0.15 |
±0.16 |
±0.17 |
±0.18 |
注:
①厚度测量部位距边缘不小于20mm。
②钢带头部和尾部30m内厚度允许偏差最大不得超过表6规定值的50%。
③钢带焊缝区20m内的厚度允许偏差最大不得超过表6规定值的100%。
④根据需方要求,供应表6公称厚度中间规格钢板和钢带时,其厚度允许偏差按相邻小尺寸的规定。
6.3 钢板和钢带宽度允许偏差按表7的规定。
表7 mm
公 称 宽 度 |
宽 度 允 许 偏 差 |
高级精度A |
普通精度B |
≤1200 |
+2 |
+6 |
>1200 |
+3 |
+6 |
6.4 钢板长度允许偏差按表8的规定。
表8 mm
公 称 长 度 |
长 度 允 许 偏 差 |
高级精度A |
普通精度B |
≤2000 |
+3 |
+ |
>2000 |
+0.0015×公称长度 |
+0.003×公称长度 |
7 形状及其允许偏差
7.1 钢板切斜度不大于1%,测量方法按图1规定。
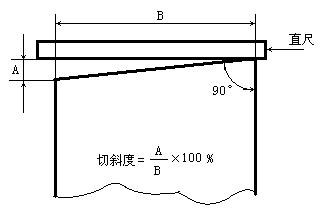 图1
图1
7.2 钢板和钢带的镰刀弯最大值按表9的规定,测量方法按图2的规定。
表9 mm
名称 |
镰刀弯最大值 |
测量长度 |
钢板 |
0.0003×公称长度 |
公称长度 |
钢带 |
5 |
2500 |
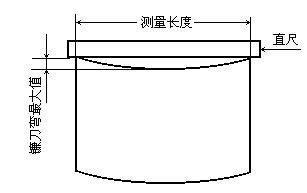 图2
图2
7.3 钢板每米的不平度按表10的规定。检查时,将钢板放在平台上,测量钢板下表面与平台之间的啊大距离。
表10 mm
公称宽度 |
不平度,不大于 |
高级精度A |
普通精度B |
公 称 厚 度 |
<0.70 |
0.70-<1.2 |
≥1.2 |
<0.70 |
0.70-<1.2 |
≥1.2 |
≤1200 |
5 |
4 |
3 |
12 |
10 |
8 |
>1200 |
6 |
5 |
4 |
15 |
12 |
10 |
8 表面结构和表面质量
8.1 锌层的表面结构按表11的规定。
表11
表面结构 |
特征 |
用途 |
正常锌花
Z |
按正常冷却速度结晶而获得的锌花 |
一般用途 |
小锌花
X |
冷落速度经特殊控制
锌花尺寸小于正常锌花 |
适于深冲和超深冲加工及表面光洁度要求高的用途 |
光整锌花
GZ |
小锌花经光整处理 |
适于深冲和超深冲加工及表在光洁度要求高的用途 |
锌铁合金
XT |
在基体金属上镀层是由锌铁合金组成的,无锌花,一般无光泽 |
适于直接涂漆的某些用途,涂漆前不需进行预处理(通常的清洗除外) |
8.2 钢板和钢带的表面质量按表12的规定。
表12
表面结构 |
锌层牌号 |
表 面 质 量 |
光整锌花 |
I组 |
100
200
275 |
外观均匀一致,无任何表面缺陷 |
II组 |
100
200
275
350 |
允许有轻微的划伤、压痕、大小不均匀的锌花 |
正常锌花
小锌花 |
I组 |
001
100
200
275
350
450
600 |
允许有小腐蚀点、大小不均匀的锌花暗斑、气刀条纹、轻微划伤和压痕、小的铬酸盐钝化处理缺陷、小的锌粒与结疤 |
II组 |
除允许1组表面缺陷外,还允许存在不大于1mm的边裂、局部的轻微锌层起伏、轻微折痕和宽度不大于20mm轻微镀锌厚边及因原板锈点而形成的轻微麻点 |
锌铁合金 |
I组 |
001
90
120
180 |
外观均匀的色泽,允许存在轻微的划伤、压痕和铬酸盐钝化斑点 |
II组 |
外观允许有不均匀的色泽及轻微的划伤、压痕和铬酸盐钝化斑点 |
注:
①除双方特殊协议外,仅检查一面。
②钢带允许存在个别不正常部位。当需方要求时,可提供生产过程中记录的缺陷名称供参考。
8.3 加工性能与表面结构的组合按表13的规定。
表13
加工性能 |
表面结构 |
正常锌花 Z |
小锌花 X |
光整锌花 GZ |
锌铁合金 XT |
PT |
△ |
△ |
- |
△ |
JY |
△ |
△ |
- |
△ |
SC |
△ |
△ |
△ |
- |
CS |
- |
- |
△ |
- |
JG |
△ |
△ |
- |
△ |
注:
①需方对表面结构无要求时,按正常锌花供货。
②表中符号“△”表示有产品。
9 表面处理
表面因运输和短期贮存易产生白锈。需方可在以下表面处理方法中任选一种,并在合同中注明。需方无要求时,按铬酸钝化处理供货。
a. 铬酸钝化;
b. 涂油;
c. 铬酸钝化加涂油。
10 验收
10.1 钢板和钢带的验收规则按GB247-88《钢板和钢带验收、包装、标志及质量证明书的一般规定》的规定。
10.2 钢板和钢带应成批验收。每批由同一钢号、同一锌层重理、同一加工性能、同一尺寸、同一表面结构、同一表面质量的钢板或钢带组成。钢板每批重量不大于10t。钢带每一卷为一批。钢板每批任取一张,钢带每卷头部或尾部切取一张检验性能。
10.3 检验项目按表14的规定。
表14
加工性能 |
钢基 |
锌层 |
拉力 |
冷弯 |
杯突 |
锌层重量 |
弯曲 |
PT |
- |
V |
- |
V |
V |
JY |
V |
V |
- |
V |
V |
SC |
V |
- |
V |
V |
V |
CS |
V |
- |
V |
V |
V |
JG |
V |
V |
- |
V |
V |
注:表中符号“V”表示必做项目。
10.4 取样部位按图3的规定。
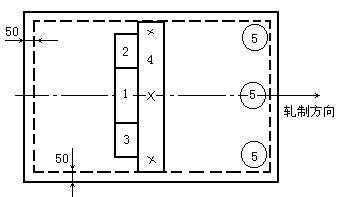
图3
1--钢基拉力试验;2--钢基冷弯试验;3--锌层弯曲试验;4--钢基杯突试验;5--锌层重量试验
10.5 试验方法按表15的规定。
表15
检验项目 |
取样方法 |
试验方法 |
说明 |
钢基 |
拉力 |
GB 2975-82 |
GB 228-87 |
去除锌层后试验 |
冷弯 |
GB 2975-82 |
GB 232-82 |
去除锌层后试验 |
杯突 |
- |
GB 4156-84 |
试样宽度80±5mm |
锌层 |
锌层重量 |
- |
GB 1839-80 |
每个试样面积50mm2 |
弯曲 |
GB 2975-82 |
GB 232-82 |
试验结果按表3注①判定 |
10.6 钢板和钢带的厚度测量用千分尺或卡尺进行,宽度、长度、切斜度、镰刀弯、不平度测量用样板、卡尺或直尺进行。
10.7 钢板和钢带的外观用肉眼检查。
11 包装、标志和质量证明书
钢板和钢带的包装、标志、和质量证明书按GB 247-88的规定。
附加说明:
本标准由武汉钢铁公司、冶金工业部情报标准研究总所负责起草。
本标准主要起草人柯史炫、杜学文。
本标准水平等级标记 GB 2518-88 Y
国家标准局1988-02-29发布
1989-07-01实施

