【资料】
200升闭口钢桶检验细则
一、受检产品
用于贮存和运输石油产品或与之类似的非腐蚀性液体的200升闭口钢桶 (钢板厚度1.25mm)。
二、检验依据
1.GB325 《200L闭口钢桶》
2.《国际海运危规》
三、检验范围
凡生产200L闭口钢桶,年产量5万只以上,并申请89年全国包装工业优质产品的企业。
四、抽样方法
1.在库存量不低于100个钢桶中随机抽样。
2.在生产现场经检验合格的成品随时抽样(基数不限)。
3.生产企业同时提供该批钢桶的钢材质保书。
五、抽样数量
在近期生产的产品中抽取6个钢桶, (其中三个按国标要求试验合格后,另三个按《国际海运危规》进行跌落及水压试验)。
六、判定方法
1.本细则中缺陷分级 见表1 每个样品单独计算缺陷数。
2.先进行检测的三个样品,在致命缺陷项目全部合格的前提下,每个样品符合以下三种情况,均可判该批产品为合格品,否则为不合格品。
<1>若轻缺陷≤2项不合格,重缺陷≤1项不合格;
<2>或者若轻缺陷≤4项不合格,重缺陷全部合格;
<3>或者若轻缺陷全部合格,重缺陷≤2项不合格;
七、检验程序
先取3个样品进行标志,尺寸公差、结构、材料、外观、漆膜、桶口件的检验,然后作渗漏、水压,罐装、跌落试验,上述检验均合格后,则对另三个样品按《国际海上危规》进行水压和跌落试验。
八、检验方法 见表2
九、评分原则
1.凡不合格品不予评分。
2.按标准检测指标评定质量分(最高分为85分)
<1>、按国家标准全性能指标检测,各项指标均达到质量标准要求的,评定质量底分为73分,其中轻缺陷占9分(每项轻缺陷占0.20分),重缺陷占18分(每项重缺陷占1分),致命缺陷占46分(每项致命缺陷占11. 5分)。
<2>若水压,跌落试验达到《国际海运危规》要求的,每项加6分。
<3>加分后总的质量分应控制在低于或等于85分
承担产品检测单位,负责对所检项目指标的先进性进行评定,即在检测报告上对所检测项目指标依据、标准要求和国内的实际水平分别给予“达到”、 “优于”的判定意见。
十、抽送样方式
由各省、自治区、直辖市、计划单列市包协与制桶分会在经初审后推荐的报优企业中,按第四、五条抽样及封存后连同该批产品所用钢材的质保书(复印件)送国家包装质量监督检测中心(广州),同时把该企业的计量定级证书、质量管理等级证书、用户意见(三份,需注明使用数量),出口创汇、行评获奖、材料国产化、设备国产化配套等证明文件,送全国包装工业优质产品评定委员会评优办公室。
十一、检测费用
每个参评企业交纳检测费800元,在送样品的同时,汇到国家包装质量监督检测中心(广州), (开户银行:广州市第一营业部,帐号:0089-OK-07690)。
十二、检测时间
根据包协 16号文的要求,评比企业将样品于八月二十日前送到国家包装质量监督检测中心进行检测。九日三十日前将检测结果上报全国包装工业优质产品审定委员会评优办公室。
联系人:国家包装质量监督检测中心(广州) 赵创杓 黄亦禹
地 址:广州市八旗二马路38号
电 话:334528转67 349114 邮政编码:510110
国家包装质量监督检测中心(广州) 起草
全国包装工业优质产品奖审定委员会评优办公室 批准
附 表1
| 序号 |
检验项目 |
致命缺陷 |
重缺陷 |
轻缺陷 |
备注 |
| 1 |
标志 |
- |
- |
√ |
- |
| 2 |
尺寸公差 |
- |
- |
- |
- |
| 2.1 |
理论容量 |
- |
- |
√ |
- |
| 2.2 |
钢板厚度δ |
- |
√ |
- |
- |
| 2.3 |
外高H |
- |
- |
√ |
必要时可按合同规定进行检验 |
| 2.4 |
内径D |
- |
- |
√ |
- |
| 2.5 |
环筋距离L |
- |
- |
√ |
- |
| 2.6 |
环筋高A |
- |
- |
√ |
- |
| 2.7 |
波纹高B |
- |
- |
√ |
必要时可按合同规定进行检验 |
| 2.8 |
桶顶、桶底深h |
- |
√ |
- |
- |
| 2.9 |
注入口 |
- |
- |
√ |
- |
| 2.10 |
透气口 |
- |
- |
√ |
- |
| 2.11 |
注入口至中心距离L |
- |
- |
√ |
- |
| 2.12 |
透气口到中心距离L1 |
- |
- |
√ |
- |
| 3 |
结构 |
- |
√ |
- |
- |
| 4 |
材料 |
- |
- |
√ |
- |
| 5 |
外观质量 |
- |
- |
- |
- |
| 5.1 |
失圆、凹瘪、歪斜 |
- |
√ |
- |
- |
| 5.2 |
光滑、无毛刺 |
- |
- |
√ |
- |
| 5.3 |
焊缝 |
- |
√ |
- |
- |
| 5.4 |
无锈、无渣 |
- |
- |
√ |
- |
| 6 |
漆膜质量 |
- |
- |
√ |
- |
| 7 |
桶口件 |
- |
√ |
- |
- |
| 8 |
渗漏试验 |
√ |
- |
- |
- |
| 9 |
水压试验 |
√ |
- |
- |
- |
| 10 |
罐装试验 |
√ |
- |
- |
- |
| 11 |
跌落试验 |
√ |
- |
- |
- |
附 表2
| 序号 |
检验项目 |
标准条款及技术要求 |
检验方法 |
检验仪器 |
备注 |
| 1 |
标志 |
GB325。
标志:钢桶压印标志,内容如下:
a.制造厂的名称及代号。b.生产的年月。 |
用棉纱或棉布擦拭标志部位,应清晰可见标志内容。 |
目测 |
标志位置,若有国家部级以上正式文件规定的,可按部级标准执行。 |
| 2 |
尺寸公差及容量 |
GB325。
尺寸:尺寸公差及容量应符合下表的要求: |
(1)钢桶放在平板上,按图划线后测量。
(2)每个检验顶目,一般测试两个部位。
(3)两个部位的数据都合格,则记偏差值小的一个,若一个数据不合格,则记不合格数,若两个数据都不合格,则记偏差值大的一个。 |
1m钢卷尺
1~125mm,
300mm,
1000mm游标卡尺
200mm深度游标卡尺,高度游标卡尺大于500mm(可代用划针盘)。
1000,500,150mm钢直尺。
平板长*宽大于700*700(可用25mm厚的钢板代替)钢锯,平锉,活动板手(300mm),划针,划规大于300mm等通用量具。 |
内径D的测量:
测出的外径减去板厚即为内径。 |
| - |
名称 |
代号 |
单位 |
规格 |
允许差 |
测量部位 |
| 2.1 |
理论容量 |
- |
L |
>200 |
- |
- |
| 2.2 |
钢板厚度 |
δ |
mm |
1.25 |
- |
- |
| 2.3 |
外高 |
H |
mm |
900 |
±3.0 |
用卷心测两根母线 |
| 2.4 |
内径 |
D |
mm |
560 |
±2.0 |
用卡钳在离桶底上缘和桶顶下缘5mm外测两个外径数 |
| 2.5 |
环筋间距 |
L |
mm |
280 |
±3.0 |
划出环筋中心线,测两线距离 |
| 2.6 |
环筋高 |
A |
mm |
14 |
±2.0 |
在圆周平均测量二个部位 |
| 2.7 |
波纹高 |
B |
mm |
3 |
±1.0 |
测二处波纹 |
| 2.8 |
桶顶、底深 |
h |
mm |
19 |
±1.0 |
在距圆心265mm外的对称位置各测量二个部位,共四点。 |
| 2.9 |
注入口 |
- |
mm |
TM60×2 |
- |
按桶口件规定 |
| 2.10 |
透气口 |
- |
mm |
TM27×2 |
- |
按桶口件规定 |
| 2.11 |
注入口至中心 |
L |
mm |
205 |
±2.0 |
用游标卡尺测量 |
| 2.12 |
透气口至中心 |
L1 |
mm |
210 |
±2.0 |
用游标卡尺测量 |
| 3 |
结构 |
GB325。
2.2.1 桶身,桶顶,桶底均由整张薄钢板制成,不允许拼按。
2.2.2 桶身直接采用电气方法焊接。
2.2.3 桶身具有向外凸出的两道环筋,环筋至桶顶和桶底之间具有向外凸出6-7道波纹。
2.2.4 桶身,桶顶,桶底的组合,采用多重卷边,卷层内的缝隙必须充填封缝胶。
2.2.5 桶顶上设置由桶口件组成的60mm注入口和27mm透气口各一个,其位置在同一条中心线上,注入口、透气口装配后的高度低于卷边沿口螺圈锁装后,不凸出于桶顶内表面。 |
(1)环筋至桶底,桶顶向外凸出6-7道波纹,可根据合同取舍。
(2)桶身与桶顶,桶底的组装,应以五层以上卷边咬合连接,此项的检查可与检查封缝胶一起,在作跌落试验后,解剖卷边进行。
(3)透气口可根据合同取舍。
(4)用钢直尺横放在桶顶边缘上的任意部位观察或手感装配后的高度。 |
钢直尺、目测 |
- |
| 4 |
材料 |
GB325。
按GB912《普通碳素结构钢和低合金结构钢薄板 技术条件》的规定,采用AY2或与之类似的冷轧碳素结构薄钢板,规格为:桶身、桶顶、桶底板厚:1.25mm。 |
查看企业购薄钢板的质保证书。
必要时应按GB912的规定进行检查。 |
卷尺
手电筒或专用灯具,其它通用量具。 |
- |
| 5 |
外观 |
GB325。
3.1.1钢桶无明显失圆、凹瘪、歪斜等缺陷,钢桶失圆不大于4mm。
3.1.2桶体光滑,无毛刺与机械损伤。
(1)一等品直缝不允许补焊。
(2)二等品直缝补焊不多于2处,焊疤平整,宽度不大于8mm,总第不大于100mm,两条环筋顶不允许补焊。
3.1.3多重卷边无铁舌。
3.1.4桶内洁净,无锈,无渣等其它杂质。 |
(1)目测
(2)用通用量具测量,凹瘪不超2处,每处的面积小于100平方厘米,多重卷边的铁舌不大于3mm。
(3)用手电筒或能伸入桶内的低压灯具,从注入口向桶内照射,眼睛从透气口向内观察。 |
卷尺
手电筒或专用灯具,其它通用量具。 |
- |
| 6 |
漆膜质量 |
GB325。
3.2.1漆膜平整光滑,颜色均匀,无明显失光、变色、无流淌,不得有起皱等缺陷。
3.2.2漆膜均匀,厚度不小于0.020mm。
3.2.3漆膜附着力不低于附录B中规定的2级。 |
(1)目测,无较大面积的明显缺陷。
(2)漆膜厚度检查:按GB1764的规定检验,符合漆膜均匀,厚度不小于0.020mm为合格。
(3)漆膜附着力检验:漆膜实干,室温下在钢桶的漆膜平面上直接测定。按附录B2.3,B2.4,B2.5的方法测定和评级。 |
漆膜测厚仪
单刃划刀:具有30度角圆刀刃间距离1mm。 |
- |
| 7 |
桶口件 |
GB325。
3.3.1配套齐全,装配后表面光滑密封良好。
3.3.2螺圈锁装必须保证螺纹配合的互换性。 |
桶口件的尺寸必须是公制,螺纹工作量规TM60*2,TM27*2环塞规在钢桶的螺圈和桶塞上直接检验。 |
通用量具,TM桶口件螺纹量规及塞规等。 |
行业订有桶口件螺纹由英制改公制的过渡计划时,可按过渡计划规定的进度要求考核,或按合同要求考核。 |
| 8 |
渗漏试验 |
GB325。
试验压力为4.903*104Pa(0.5Kgf/cm2),不渗漏。 |
将压缩空气送入桶内,待桶内气压值达到规定时,在桶直缝和多重卷边部位涂以皂液或将桶浸入水中不渗漏为合格。 |
空气压缩机,气压表,干燥地面,简易夹具。 |
- |
| 9 |
水压试验 |
(1)GB325。
试验压力为13.729*104Pa(1.4Kgf/cm2),经5min不渗漏。
(2)国际海运危规
试验压力为24.500*104Pa(2.5Kgf/cm2),经5min不泽漏。 |
桶内灌满清水,桶顶桶底以夹具圆定,用试压泵加压,达到规定压力并稳定后开始计时,经5min不渗漏为合格。 |
试压泵,水压表,干燥地面,简易夹具。 |
- |
| 10 |
灌装试验 |
GB325。
灌装时间为24小时,不渗漏。 |
桶内灌装98%的煤油,旋紧桶塞,将一桶倒置24小时,另一桶顺置24小时,不渗漏为合格。 |
目测 |
- |
| 11 |
跌落试验 |
(1)GB325。
跌落试验的高度为1.2m,高度差不超过±2%。
(2)国际海运危规
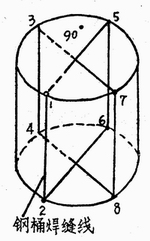
跌试验的高度为1.8m,高度差不超过±2%,跌落部位,焊缝线的跌落。 |
桶内装满98%的水,(水面离桶顶内表面约17mm,在规定跌落高度处,按规定跌落部位进行跌落试验,跌落地面为混凝土地面或其它坚硬平面,以跌落后不渗漏为合格。 |
跌落试验台及冲击面。
目测 |
跌落高度是指提起试验样品后,样品的最低点与碰撞面之间的垂直距离。 |

