危险货物运输包装钢桶安全性能检验标准(二)
译文/辛巧娟
JSDA002-2017
(日本钢桶工业协会)
3.3 检查方法和合格标准
这里所示的检查标准是:危险物品搬运用的闭口钢桶(液体危险物品用)和开口钢桶(液体危险物品用和固体危险物品用)的性能标准。只有在各检查项目中都没有不良品的情况下,才能判定为合格。
3.3.1 外观检查
①容器的材质、厚度、构造、连接方法必须符合说明书或图纸。
②卷边和焊接良好,内外表面没有锈蚀和使用上有害的缺点。
3.3.2 跌落試験
(1) 试验方法
让钢桶自然地落在坚硬的、没有弹性的、平滑的、水平的混凝土或与之同等以上的坚固的水平面上。 (2) 跌落方式
a) 对角(倾斜)跌落
以最靠近桶口部位的卷边设为冲击点,使其下落,重心相对于冲击面垂直向上。然而,如果是开口钢桶,桶箍锁耳(S金属构件)的位置在与桶身焊缝相对180度的位置上拧紧,并将拧紧桶箍螺栓(S金属构件)的位置作为冲击点。
b)水平跌落
以桶身焊缝部位为冲击点,使其水平下落。但是,如果是开口钢桶,桶箍锁耳(S金属构件)的位置在与桶身焊缝相对180度的位置上拧紧,并将拧紧桶箍螺栓(S金属构件)的位置作为冲击点。
(3) 填充物和填充容积
用于液体危险品时,将运输的物质或具有同等物理性状(比重和粘度)的替代物质或水填满内容积的98%以上。
用于固体危险物品时,将单一物质或干砂和泡沫塑料、其他物质混合,调整为搬运货物的比重。填充的体积是内容积的95%以上。
(4) 跌落高度
跌落高度是指钢桶悬挂时,钢桶与着陆点之间的最短距离,根据下述区分实施。
a)使用被搬运的物质或具有同等物理性状的替代物质进行测试的情况

但是,对于用开口钢桶盛装液体危险货物时,不能盛装危险物等级I类的危险货物,液体危险品用的开口钢桶盖上写着:不适用危险等级I类(以下相同)。
b)用水作为液体危险品的替代品进行试验的情况
i) 所搬运的物质比重≤1.2时

ii) 搬运的物质比重>1.2时

(小数点第2位以下四舍五入后去掉。)
(5)合格标准
用于盛装液体危险品的钢桶,在跌落后,使钢桶内压和外压平衡后,不允许泄漏。另外,在跌落冲击时,如果桶口件处有轻微的渗漏,但之后没有持续渗漏,则判定为合格。所谓内压和外压平衡是指在试验钢桶落下之后稍微松开透气口(小)桶塞,使钢桶内的负压恢复到大气压的状态。
用于盛装固体危险品的钢桶,跌落后内容物全部留在容器内即可视为合格。
3.3.3 气密试验(适用于盛装液体危险品的钢桶)
3.3.3.1 闭口钢桶(液体危险品用)
(1) 试验方法
在钢桶内部,施加第(2)项规定的空气压力,通过以下任一方法,确认是否有泄漏。
①将钢桶整体浸入水中的方法。
②在容器表面涂上肥皂水的方法。
③使用压力计根据压力变化进行确认的方法。
在这种情况下,可以采用以下方法。
在桶顶的桶口上,安装最小刻度在试验压力的5%以下,具有能读取这个精度的压力量规,以及压缩空气输入喷嘴,在钢桶内以适当的方法施加规定的气压(量规压力)。另外,如果在桶口上安装压规有困难,可用适当的方法取而代之。
另外,加圧时钢桶膨胀变形,可能无法进行正确的测试,比规定的气压增加10kpa左右的气压,等待5分钟压力稳定后,正确地降低到规定的气压,也可以使用保持等方法。
④与这些同等以上的有效方法。
(2)空气压力
适用的空气压力(量规压力)如下表所示。

(3)合格标准
施加规定的气压(量规压力)1分钟以上后不允许泄漏。此时,泄漏指的是,对于上述①和②,没有连续的气泡产生;对于③,10分钟的压力下降在试验压力的5%以内。
3.3.3.2开口钢桶(液体危险品用)
(1)试验方法
使用安装有能够读取最小刻度在测试压力5%以下这个精度的压规和压缩空气输送喷嘴的试验用桶顶盖,正确地向钢桶内部施加气压20kpa,确认没有泄漏。
但是,由于加压时的容器膨胀等原因,在无法进行准确测试的情况下,也可以使用施加压力至约30kpa,等待压力稳定5分钟后,正确地降至20kpa并保持的方法。(2)合格标准
保持在20kpa, 10分钟的压力下降应在试验压力的5%以内。
3.3.4 内压(水压)试验(仅适用于液体危险品用钢桶)
(1)试验方法
用适当的方法向桶内注水,施加规定的水压(量规压力)后保持5分钟,确认有无泄漏。
请仔细观察:
①注水时,钢桶应横置,使其桶身焊缝在上面。
②钢桶的保持方法不能破坏测试的有效性。
③试验压力应连续且均匀,并在保持时间内保持不变。
(2)水压
适用的水压(量规压力)为以下任一较高压力以上。
①要盛装的危险物品,55℃时的蒸汽压力(危险物品的气体压力)的1. 5倍的压力,减少100kPa的压力。
② 100kPa (用于盛装危险等级为I的危险物品,为250kpa)的压力。
(3)合格标准
不允许有泄漏。但是,为了测试桶塞螺纹部分如果有泄漏的情况,螺纹部分有缺陷的除外,可以拧紧螺纹。
3.3.5 堆码试验
(1)试验方法
用搬运时能堆码的同一型式的容器竖直起来进行堆码试验。在桶内盛装了最大容量质量的内容物,然后在容器的上部施加与总质量相同的负荷的状态下,保存24小时。另外,在搬运时,对于堆叠高度小于3m的容器,施加与该高度大于3m时堆叠的同一型式容器的总质量相同的载荷。
在容器(钢桶)上部施加的荷载,根据下式计算:盛装液体危险物用时,试验时,盛装物质为水,满足内容积的98%以上;盛装固体危险品用的情况下,容纳物质应与5. 2(3)项的跌落试验中使用的物质相同,填充量为内容积的95%以上。
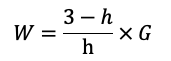
W 施加在供试验用容器(钢桶)上部的质量(kg)
G 每只容器(钢桶)盛装容纳物质的质量(kg)
h 供试验容器(钢桶)的高度(m)
(2)合格标准
① 不允许有泄漏。
② 没有可能对运输安全性产生不良影响的变质,没有可能削弱容器的强度,没有可能破坏堆叠的稳定性的变形(无明显和影响货物运输安全的变形和皱折)。
③ 在施加负荷后评估堆叠(码)稳定性时,将2个容器在供试容器的上面重叠,并保持该状态1小时,视为合格。
④ 对施加负荷后的重叠稳定性进行评价,可以采用以下方法。测量堆叠试验结束时钢桶高度的变形量,圆周方向4点的偏差(D)应在容许标准内。
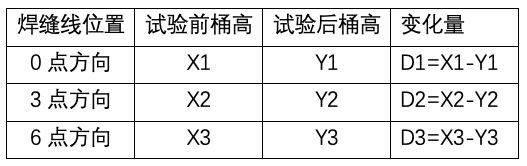
偏差:D=最大值(D1,D2,D3,D4)-最小值(D1,D2,D3,D4)≦10mm
3.4 检查结果的确认
① 事务局对金属制桶制造工厂提交的申请文件内容进行检查,如果是持续原型号的桶,根据文件审查发放标识许可证。如果是新型号的桶, 提交的申请文件由技术委员会或钢提桶委员会进行审议。如果确认符合检查的标准,在得到技术委员长或钢提桶委员会的批准后,颁发显示许可证。
② 事务局将另行规定的标识许可证发给制造工厂。每年向技术委员会和钢提桶委员会报告一次结果,并将报告内容记录在技术委员会和钢提桶委员会的定检记录上。
3.5 标识
获得标识许可的工厂,为了证明其符合法律,应标注下述标识。
3.5.1 桶身标识
JSDA标志的桶身标识:在相当于HK、KHK显示的位置上显示下述标识:
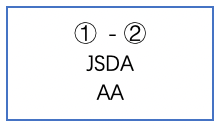
① ……盛装危险货物的状态。液体:L,固体:S
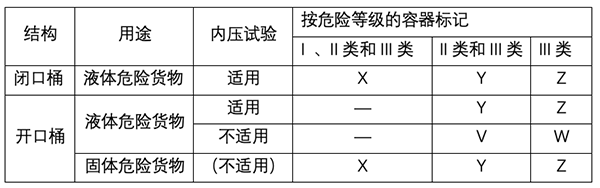
② ……按危险等级的容器标记
JSDA……表示钢桶工业会的代码
AA······工厂代码 (在工业协会注册的代码)
3.5.2 桶底标识
对于容量200L及以上的钢桶,为了循环再用时容器性能易于分检识别,在桶底附加下述标记。
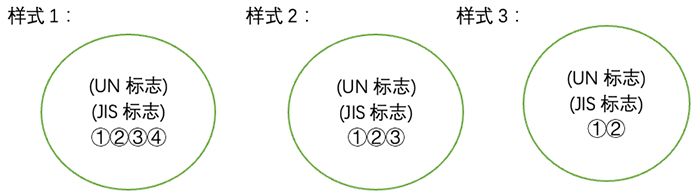
(UN标志)、(JIS标志)的标识,在取得相应的认定时附加。
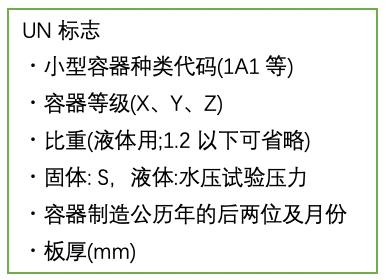
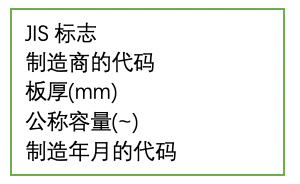
JSDA标志的桶底标识: 按其盛装内容物的不同,用不易消失的挤压或模压等永久性方法加以标注。标内容如下:
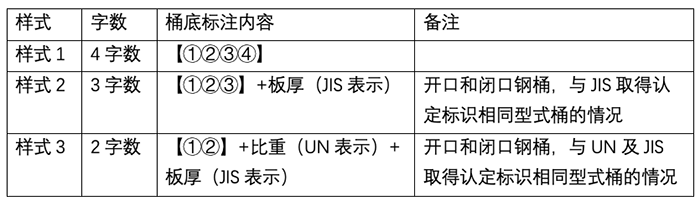
① ……盛装危险货物的状态。L:液体,S:固体.
② ……容器标记(X、Y、Z、V、W)
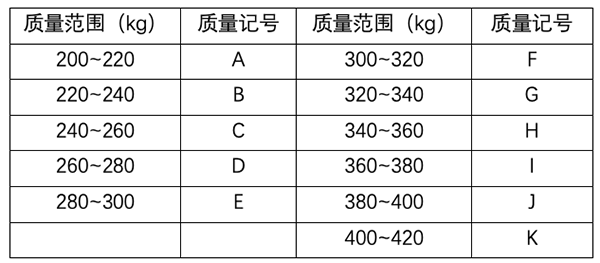
③ ……表示液体比重取小数点后第1位。但是,比重≦1.2未表示。
固体根据质量范围,用下表的质量符号表示。
④ ……根据桶身和桶底的板厚组合,用下表的板厚记号表示。
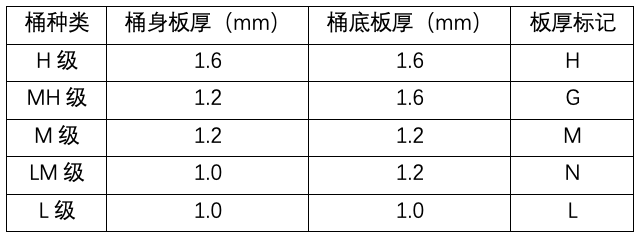
注: G和N是H和M的降序字母,不是省略号。
(未完待续)

