中华人民共和国供销合作社行业标准
蜂蜜包装钢桶
GH/T 1015-1999
Honey packing steel drum
中华全国供销合作社1999-07-19发布,1999-11-01实施
前言
本标准是参照GB/T 325-1991《包装容器 钢桶》,对GB 9828-1988《蜂蜜包装》的修订,修订的主要内容如下:
1、将蜂蜜包装中的小包装部分删去,将名称改为《蜂蜜包装钢桶》;
2、将蜂蜜包装中的80L中开口注入口删去,改为φ120八角口(见标准的附录A);
3、将原“蜂蜜专用”四字,改为“蜂蜜专用桶”五字。
本标准自1999年11月1日实施之日起,同时代替GB 9828-1988.
本标准的附录A、附录B都是标准的附录。
本标准由中华全国供销合作社总社提出。
本标准起草单位:中国蜂产品协会蜂蜜专业委员会、北京制桶厂。
本标准主要起草人:管仲义、师玉芬。
1 范围
本标准规定了蜂蜜包装的种类、形状和结构等。
本标准适用于蜂蜜的贮存、运输用的圆柱形钢桶和蜂蜜小型包装。
2 引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各言应探讨使用下列标准最新版本的可能性。
GB/T 325-1991 包装容器 钢桶
GB/T 921-1989 碳素结构钢和低合金结构钢热轧薄钢板及钢带
GB/T 1764-1979漆膜厚度测定法
GB/T 4857.3-1992 包装腔作势 运输包装件 静载荷堆码试验方法
GB/T 4857.5-1992 包装 运输包装件 跌落试验方法
GB/T 11253-1989 碳素结构钢和低合金结构钢冷轧薄钢板及钢带
GB/T 13251-1991 包装容器具 钢桶封闭器
3 要求
3.1 钢桶按容积和开口形状分为两类,见表1.
表1
类型 |
容积,L |
开口形式 |
I |
200 |
小开口 |
|
II |
80 |
小开口 |
80 |
中开口 |
80 |
直开口 |
3.2 各种蜂蜜包装钢桶的形状结构应符合图1、图2、图3、图4。

图1 200L小开口钢桶形状和结构
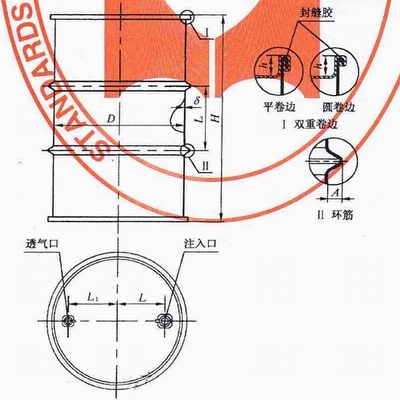
图2 80L小开口钢桶形状和结构
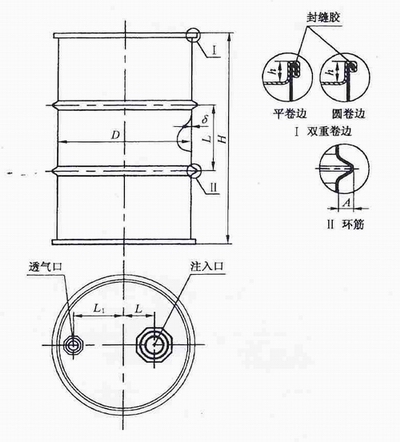
图3 80L中开口钢桶形状和结构
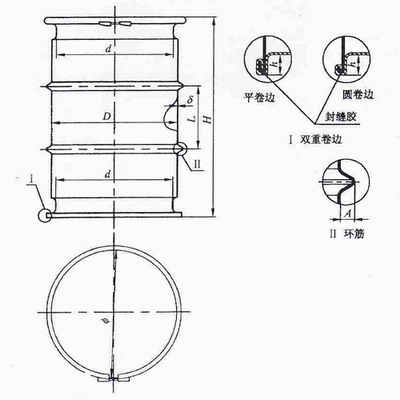
图4 80L直开口钢桶形状和结构
3.2.1 规格尺寸应符合表2、表3、表4、表5。
表2 200 L小开口钢桶尺寸 mm
名称 |
规格 |
允许差 |
钢板厚度& |
1.25 |
+0.05 |
外 高H |
900 |
±3.0 |
内 径D |
560 |
±2.0 |
环筋间距L |
280 |
±3.0 |
环筋高A |
14 |
±2.0 |
波纹高B |
3 |
±1.0 |
桶顶、桶底深h |
19 |
±1.0 |
注入口 |
60 |
— |
透气口 |
27 |
— |
注入口至中心L |
205 |
±2.0 |
透气口至中心L1 |
210 |
±2.0 |
表3 80L小开口钢桶尺寸
名称 |
规格 |
允许差 |
钢板厚度& |
1.25 |
+0.05 |
外 高H |
635 |
±2.0 |
内 径D |
416 |
±2.0 |
环筋间距L |
224 |
±2.0 |
环筋高A |
13 |
±1.0 |
桶顶、桶底深h |
15 |
±1.0 |
注入口 |
60 |
— |
透气口 |
27 |
— |
注入口至中心L |
140 |
±2.0 |
透气口至中心L1 |
145 |
±2.0 |
表4 80L 中开口钢铁桶尺寸
名称 |
规格 |
允许差 |
钢板厚度& |
1.25 |
+0.05 |
外 高H |
635 |
±2.0 |
内 径D |
416 |
±2.0 |
环筋间距L |
224 |
±2.0 |
环筋高A |
13 |
±1.0 |
桶顶、桶底深h |
15 |
±1.0 |
注入口 |
120 |
— |
透气口 |
27 |
— |
注入口至中心L |
100 |
±1.0 |
透气口至中心L1 |
135 |
±1.0 |
表5 80 L直开口钢铁桶尺寸
名称 |
规格 |
允许差 |
钢板厚度& |
1.25 |
+0.05 |
外 高H |
630 |
±2.0 |
内 径D |
416 |
±2.0 |
环筋间距L |
224 |
±2.0 |
环筋高A |
6.5 |
±1.0 |
桶底深h |
15 |
±1.0 |
桶口外径 |
435 |
±2.0 |
桶底外径 |
398 |
±2.0 |
3.3 钢桶的结构
3.3.1桶身、桶顶、桶底分别由整张薄钢板制成,不允许拼接.
3.3.2桶身纵缝彩电阴焊连接.
3.3.3桶身有两道对称设置的环筋,200 L 桶在环筋与桶顶、桶底之间有6道波纹.
3.3.4桶身与桶顶(直开口桶除外),桶底的组装彩二重平卷边、二重圆卷边和三重圆卷边.卷层内的缝隙必须填充封缝胶.
3.3.5钢桶封闭器锁装彩冲压连接.
3.3.6钢桶内外表面涂敷涂料.
3.4 材料
3.4.1桶身、桶顶和桶底材料厚度大于1.2mm时用性能符合或优于GB/T 912规定的热轧薄钢板制作;材料厚度不大于1.25mm时用性能符合或优于GB/T 11253规定的冷轧薄钢板制作。
3.4.2封缝胶采用密封性能好并符合食品卫生要求的耐热、耐寒和具有抗水溶性的材料.
3.4.3内表面常委会料采用适合盛装蜂蜜的、附着力强的符合食品卫生要求的浅色涂料.
3.4.4外表面涂料采用附着力强和耐腐蚀的钢桶专用无苯涂料.
3.4.5密封垫圈应采用耐弱酸.、碱腐蚀的材料,并符合食品卫生要求.
3.5 钢桶封闭器结构
3.5.1小开口桶封闭器见GB 13251.
3.5.2中开口桶封闭器见附录B.
3.5.3直开口桶桶口、桶盖、封闭器结构见附录B.
3.6 外观质量要求
3.6.1桶体圆整光滑,无明显失圆、凹瘪、歪斜,无毛剌和机械损伤.
3.6.2直焊缝平整均匀,压痕对桶壁无明显损伤.
3.6.3二重、三重圆卷边咬合良好,无外露的突出铁舌.
3.6.4钢桶封闭器锁装良好,不允许高出桶顶深度.
3.6.5桶内洁净,无锈及其他杂质.
3.7 涂膜质量要
3.7.1钢桶喷涂涂膜前先进行表面化学处理.
3.7.2涂膜平整光学,颜色均匀,无流淌,不得起皱等缺陷,厚度不小于23um+-3um.
3.7.3涂膜的附着力,内涂膜不低于GB/T 325-1991 中附录B之规定1级;外涂膜不低于GB/T 325-1991中附录B之规定2级.
3.8 蜂蜜包装钢桶的鉴定试验指标.
3.8.1 气密性试验(表压)20kpa 无漏气现象,保压时间5 min.
3.8.2 液压试验(表压)要求为100kpa、保压时间5min.
3.8.3 跌落试验高度为1.2m,跌落后不渗漏(直开口桶、中开口桶按GB/T 4857.3规定进行)。
4 试验方法
4.1结构尺寸及外观采用手感、目测和通用量具检验。
4.2气密性试验按照GB/T 325-1991中附录B进行.
4.3液压试验按照GB/T 325-1991中附录C进行.
4.4跌落试验按照 GB/T 325-1991中的6.4条进行.
4.5堆码试验按照GB/T 325-1991中的6.5条进行.
4.6涂膜厚度按照GB/T 1764-1979测定.
4.7涂膜附着力按GB/T 325-1991中附录A方法进行.
4.8螺圈锁装后螺纹配合的互换性按GB/T 13251的规定进行.
5 检验规则
5.1蜂蜜包装钢桶由制造厂质量检验部门按本标准进行检验,以每班次产量为一检验批.
5.2蜂蜜包装钢桶质量特性分类见表6
表6 蜂蜜馐钢桶质量我分类表
序号 |
检验项目 |
质量特性分类 |
A类 |
B类 |
C类 |
1 |
内径 |
- |
- |
√ |
2 |
外高 |
- |
- |
√ |
3 |
环筋高 |
- |
- |
√ |
4 |
环筋间距 |
- |
- |
√ |
5 |
注入口与透气口中心距 |
- |
- |
√ |
6 |
桶顶、桶底深 |
- |
- |
√ |
7 |
圆整、无毛刺、无铁舌 |
- |
- |
√ |
8 |
无机械损伤 |
- |
- |
√ |
9 |
无锈、无杂质 |
- |
- |
√ |
10 |
涂层平整、光滑、均匀 |
- |
- |
√ |
11 |
标志清晰 |
- |
- |
√ |
12 |
焊缝 |
- |
√ |
- |
13 |
封闭器互换性 |
- |
√ |
- |
14 |
涂层厚度 |
- |
√ |
- |
15 |
涂层附着力 |
- |
√ |
- |
16 |
气密性 |
√ |
- |
- |
17 |
液压 |
√ |
- |
- |
18 |
跌落高度 |
√ |
- |
- |
19 |
堆码质量 |
√ |
- |
- |
5.3 判定规则
5.3.1任一样本单位有下列情形之一,判定产品为不合格;
a) A类不合格大于零;
b) B类不合格二项;
c) C类不合格四项;
d) B类不合格一项并C类不合格二项
5.4出厂检验
5.4.1蜂蜜包装钢桶的出厂检验应按3.2、3.3、3.5、3.6、3.7逐条进行.
5.4.2出厂产品应出具产品合格证.
5.5 型式检验
本标准规定的技术要求项目为型式检验项目.
5.5.1有下列情况之一时应进行型式检验
a) 新产品或老产品转产的试制定型鉴定;
b)产品的结构、材料、工艺有改变,可能影响产品性能时;
c) 正常生产时,每半年一次;
d) 产品长期停产后,恢复生产时;
e) 主要生产设备大修后;
f) 产品质量发生重大问题后;
g) 国家质量监督机构提出要求时.
5.6抽样方法与判定规则
5.6.1随机抽取蜂密包装钢桶6只,分为两组,每组各3只,分别进行型式检验.
5.6.2第一组进行C类和B类特性试验.任一样本单位有5.2条情形之一,则判定型式检验不合格.
5.6.3第二组进行堆码试验和气密试验,有任一样本单位的任一项不合格则判定型式检验不合格.
5.6.4交试验合格后的第一组作液压试验,第二组作跌落试验,有任一样本单位的任一项不合格,则判定型式检验不合格.
6 标志、运输、贮存
6.1 标志
a) 在钢桶桶身外面中段用白漆喷成”蜂蜜专用桶”五个9cm×9cm大字及包装桶标准编号.
b) 在桶身下部喷印生产年、月和制桶厂名称或代号.如出口需要可在桶身上部喷印出口单位名称及唛头.
6.2 运输
产品运输应避免碰撞、抛摔和滚动。
6.3贮存
产品不宜露天堆放,堆放时底层应置垫层,露天堆放应有防雨措施。
附录A (标准的附录)
中开口桶桶口件
A1 中开口桶桶口你看 见图A1和图A2.
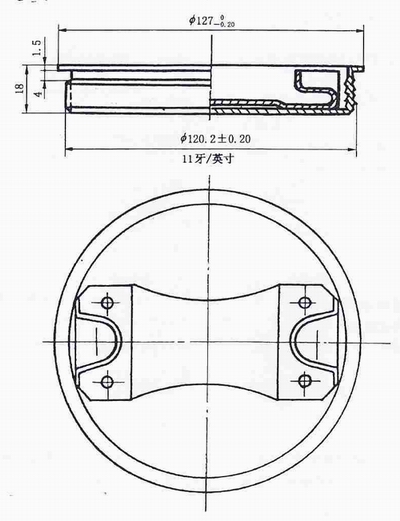
图A1 中开口桶桶口件右侧
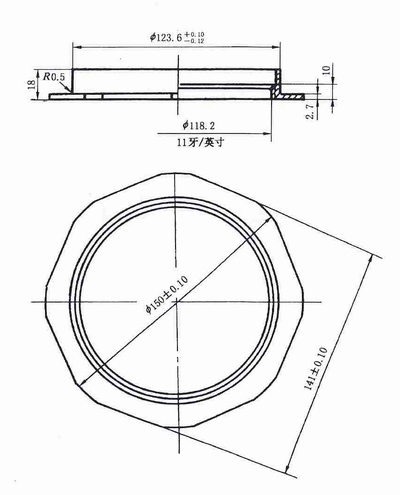
图A2 中开口桶桶口件左侧
附录B (标准的附录)
直开口桶桶口件、桶盖、封闭器结构
B1 直开口桶桶口结构见图B1.
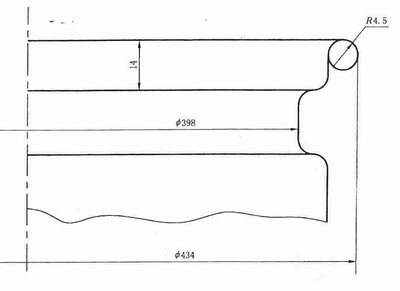
图B1
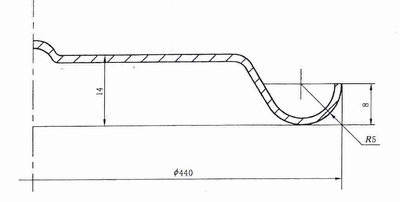
B2 直开口桶桶盖结构见图B2.
B3 直开口桶封闭器结构见图3.
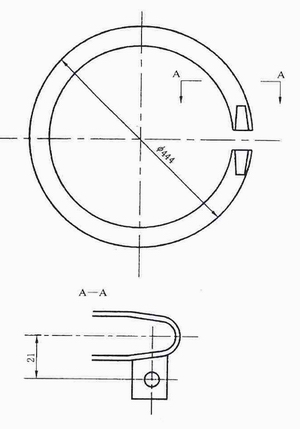
图B3

