|
双电机单独传动式钢桶卷边机的设计与研究(1)
山西省通用机械厂 宋寿岑
卷边机又称封口机。它是钢桶生产线上的-—台关键设备。目前国内外用于钢桶封口的卧式卷边机大致可分为两种型式,即单电机集中传动式和双电机单独传动式。单电机集中传动式以意大利通用机械公司为代表,其产品在西欧诸国使用很普通。我国上海引进的西德克虏伯(KRUPP)卷边机和哈尔滨引进的美国卡伦多( CARANDO)卷边机均属此种类型。该设备由一台主传动电动机分别传动左右主轴箱之主轴回转。卷边压轮之运动也由该电机经凸轮机构驱动(见图1)。
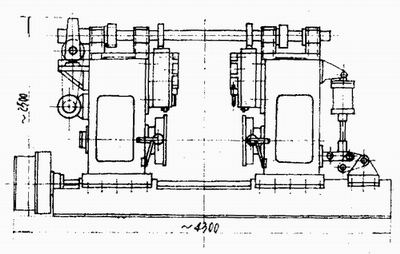
图1 单电机集中传动式卷边机
双电机单独传动式以。西德莱费尔德公司(LEIFELD)为代表。该设备各由一台电动机传动左右主轴箱之主轴回转。卷边压轮运动由液压驱动。在西德诸桶厂,这种卷边机得到广泛应用。多年来,上述两种卷边机都在国外的高速钢桶生产线上使用着。实践证明,这两种型式的卷边机都是成功的。仔细比较起来,单电机集中传动式结构复杂,传动环节多,零部件加工量大,体积大,重量大。双电机单独传动式,由于采用双电机配以液压驱动,简化了传动环节,零部件加工量大为减少,结构简单,体积小,重量轻,外型也美观。
对英国、意大利、西德的制桶设备考察之后,我们开始设计卷边机。设备选型时决定以西德LEIFELD公,司的双边单独传动为模式,结合我国工业的具体情况作了一些改动。如:西德设备液压站采用变量泵,系统简单,阀组少,而根据我们的情况只能采用定量泵,系统较复杂,阀的种类和数量也多。西德采用法兰联接,将主传动电动机装于左右主轴箱的后部,其传动均在主轴箱内,看起来整齐美观。根据我们的情况,电机只能放在主轴箱之上,传动皮带和离合器均装在主轴箱之外侧。虽然检修省事,但体积增大,不如西德设备整齐。当时西德LFIFELD公司的电控部分仍使用继电器控制。在西欧P.C用于制桶设备也刚刚有点苗头。考虑到电控的发展趋势和P.C的优点,我们决定采用P.C控制,引进了美国.TI公司的P.C。实践证明,这一着棋是完全走成功了。
下面就设计双电机单独传动式卷边机时的一些想法和有关技术问题,谈谈自己的看法:
一、双电机单独传动式卷边机之结构与组成(见图2)
该设备主要由底座、左右主轴箱、压轮装置、上料装置,喷胶与胶料加热装置、液压站和电控部分组成。
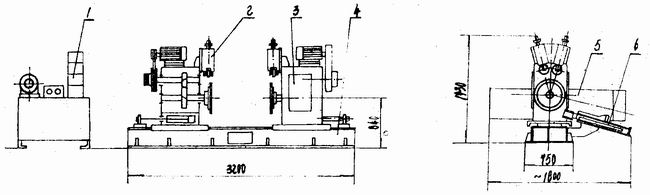
图2 双电机单独传动卷边机
1-液压站;2-压轮装置;3-主轴箱;4-底座;5-侧导板;6-上料装置
左右主轴箱结构形式相同,各有一台交流电动机经一级皮带和一级圆柱齿轮传动,致主轴回转。封口盘安装于主轴端部。由液压缸推动左右主轴箱沿底座导轨面做平移运动,以夹紧和松开钢桶。高速轴端大皮带轮外侧装有电磁离合制动器,按上下料节奏要求,保证主传动之离合与制动。
由于左右主轴箱做同步相对移动,故两端封口盘夹紧钢桶底盖时,桶身不产生轴向移动。完成封口后,左右主轴箱同时回退,钢桶即可从两封口盘问顺利脱开,无需任何辅助机构。
左右主轴箱移动系由各自的送进油缸驱动。封口盘夹住钢桶后,工艺要求系统仍需保持一定压力。在设计液压系统时对此已有所考虑,因而此设备上省掉了体积较大的机械顶紧机构。
由于传动环节上的简化,从而减轻了主轴箱的体积与重量。
这种型式的卷边机具有构造简单,结构新颖,外形美观等特点。
二、双电机单独传动式卷边机两电机负载之分配和两主轴转数之同步
有不少用户都曾提出过这样一个问题:卷边时,若两台主传动电机转数不一样,那么桶身将会出现什么情况?实际上这个问题并不存在,我们知道,当左右主轴箱封口盘夹住桶体时,由于封口盘与钢桶底盖贴合紧密,并有一定的顶紧力,考虑到桶身的刚性,可以认为左右主轴箱中之两套传动经桶体刚性联接在一起,此情况与同一型号的两台交流电机硬轴联接工况相似。
此时,若两电机的机械特性完全相同,则负载在两电机间平均分配,每台电机的能力将会得到充分地利用。但是,一般情况下,即使型号相同的两台电机,由于制造上的原因,不可能电机特性完全一样。图3表示特性不同的两台交流电动机硬轴联接时特性曲线,曲线1和曲线2分别表示电机D1和D2的机械特性,曲线3为双电机拖动的合成特性。从图示可以看出,加载后,两台电机的转数皆变为n2,此时,负载转矩为Mz,Mz=Mz1+Mz2且Mz2>Mz1,即负载转矩Mz没有平均分配到两台电机上。机械特性硬的D2承担的负载大于特性软的D1。若电机特性差异过大,连续使用就会造成两台电机一台过热,另一台则负载不足,没有得到充分利用,而且载荷分配的不均匀,造成两套传动系统磨损程度的不一致。从理论上说,为了使负载在两台电机间能尽量接近平均分配,两传动电机之特性曲线应是越接近越好。在电机订货时,可向,电机制造厂提出要求,进行特性曲线的筛选。我们测定钢桶卷边工况下两电机负荷情,况,其载荷分配不匀的情况并不严重。特别是对于一些名牌厂家的产品,进行特性曲线筛选必要性不大。顺便提醒一下,设备使用一段时间后,不妨注意一下两边传动环节的磨损情况。如果有明显差别,可把传动电机的位置相互调换,这样可以平衡两边的负荷,以保证两边传动环节均匀磨损。
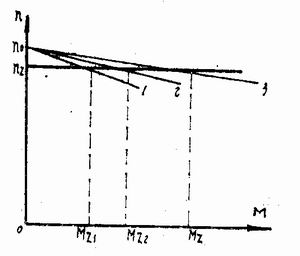
图3 双交流电机硬轴联接机械特性曲线
三、液压驱动卷边压轮的优越性
单电机集中传动式卷边机,卷边压轮之运动以主电动机为动力,经传动装置驱动凸轮机构,推动压轮作进给运动。国外采用这种传动方式的依据是:桶厂只使用冷轧板和全自动缝焊机。我们知道,冷轧板较热轧板有好得多的板型和板厚公差,而全自动缝焊机焊缝搭边宽度仅2.2-2.4mm,搭边处厚度仅比母材厚度约多0.lOmm。卷边时焊缝处不会由于“超厚”而引起突加的尖峰负荷。因产品单一,工艺成熟,有合乎要求的凸轮曲线,工作中没有必要再调整速度。这种从原料到成品整个加工过程的“纯”与“净”,保证了这种设备在高速制桶生产线上也能满意地生产出高质量的钢桶。反之,我国目前桶厂的情况远非如此。全国大小300多个制桶厂,全部用冷轧板生产钢桶的厂家可能微乎其微,全部用冷轧板再配以进口的全自动缝焊机的厂家就更是凤毛麟角了。热轧板配以半自动缝焊机就是国内桶厂的现状。在这种状况下,要加工出达到《国际海运危规》I类要求的高质量的钢桶,就是我们必须要进行的工作d双电机单独传动式卷边机的设计,主要考虑了这些前提条件。
国标规定钢桶热轧钢板厚度允许偏差为±0.11mm.即名义尺寸1.25mm的板厚,允许上限为1.36mm, 下限为1.14mm。由于钢厂的轧制工艺和设备的落后,钢板厚度往往超过1.4mm。我们为用户调试设备时,就多次碰到板厚达1.43~1.47mm,局部达l.5mm的情况。焊缝搭边宽度约10mm,搭边厚度约1.8-2mm,甚至2mm以上。缝焊处七层卷边可比其他部位超厚2mm以上。此时,若采用凸轮传动压轮,势必在超厚处造成“过压”产生突出的尖峰负荷。此尖峰负荷往往是正常负荷值的数倍(见图4)。“过压”即易损坏设备,也易增加钢桶渗漏,严重时甚至能将桶板压裂。调整压轮行程时,过分照顾焊缝的增厚,其他部位则会压不实。
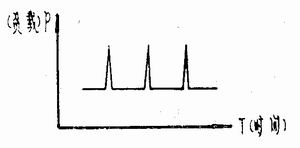
图4 凸轮电动压轮保压时之负荷图
反之,双电机单独传动式卷边机,采用液压驱动压轮,压轮之压力和速度按卷边工艺需要可在较大范围内进行调节。这既易满足五层扁边或七层圆边钢桶的生产,也适合于压制不同规格或不同板厚的钢桶。压轮工作压力设定后,驱动压轮之油缸上下两腔的压力差,随着卷边过程负载变化而相应改变,,即油缸上腔压力为设定值,下腔压力随负载增加而逐渐减小。在这个随动过程中,压力与负载始终平衡,其最大压力值不应超过系统的设定值。
即 P3=P1-P2
P3——卷边过程中的负载力
P1——N油缸上腔活塞作用力
P2——油缸下腔活塞作用力
保压时,驱动油缸尾部的机械限位起作用,活塞不再向下移动,此时P2值降为最低。当焊缝部位与压轮作用时,由于该部位超厚,致使活塞产生反向微量移动。也就是说,这一瞬间P3与P2之和略大于P1,向上移动的活塞推动上腔的液压油由溢流阀口排入油箱。经过焊缝部位后即恢复正常。因这一过程压力仅有微小波动(见图5)。所以对二道压轮的保压时间也就无严格要求的必要。我们制定卷边工艺规定保压时封口盘只转3周,但有的用户保压时封口盘转12周。由于没有“过压”的问题,所以既不会压裂钢桶,更不会损坏设备。这种自我保护能力是凸轮驱动所不具备的。我们曾对卷边机负载状态下的力能参数进行过测定,结果表明,在液压驱动压轮的卷边机上,压制三重七层圆卷边所需要的最大压力,仅为凸轮机构驱动压轮压制五层扁边时冲击负荷、的1/3。力能参数的减小,使传动轴的直径、传动齿轮的模数、轴承的型号、主轴箱的尺寸等与力能参数有关的零部件尺寸都相应减少,从而大大减轻了设备的重量。
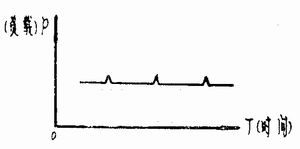
图5 液压驱动压轮保压时之负载图
|

